door Ellen Vaders | mrt 25, 2019 | aluminium, aluminium extrusie, extrusie, profiel
Hoe leg je aluminium profielen vast?
Om aluminium profielen vast te leggen is het aan te raden tekensymbolen te gebruiken. Het efficiënt vastleggen en goed tolereren is vaak een uitdaging. Helaas gaat het in de praktijk nog al eens mis.
Wat veel voorkomt is dat referentievlakken van de verschillende symbolen verkeerd worden gelegd of dat symbolen door elkaar worden gehaald. Wanneer er niet goed wordt vastgelegd is het ergste dat je niet krijgt wat je bedoelde.
Wat we in de praktijk veelvuldig tegenkomen op tekeningen van aluminium extrusie profielen is het volgende:
- Referentielijnen en -vlakken onlogisch gekozen
- Symbolen door elkaar gehaald
- Gebruik van verouderde aanduidingen
Referentielijnen en -vlakken worden in de tekening niet effectief gekozen waardoor de meettechnicus niet snapt waarom een referentie juist op die manier wordt toegepast.
Symbolen worden nog al eens door elkaar gehaald. Rechtheid wordt vaak verward met vlakheid bij aluminium profielen. Daarnaast wordt profielzuiverheid van een lijn nog al eens verward met profielzuiverheid van een oppervlak.
Verouderde notatiewijzen worden helaas nogal eens gebruikt en veroorzaken verwarring en onduidelijkheid.
Wanneer er niet goed wordt vastgelegd gaat dit te koste van de kwaliteit, duidelijkheid in communicatie over en weer en het kan grote consequenties hebben t.a.v. prijs.
Een praktijkvoorbeeld
Waarom is het belangrijk om een extrusie profiel duidelijk en eenduidig vast te leggen?
We vroegen het Piet van Berkel. Meettechnicus bij firma VAST METAAL. Piet: “Wij controleren hier in de meetkamer geëxtrudeerde profielen door een kort stuk afgezaagd profiel na het afbramen(!) tegen een vlakke plaatopname te houden. De computer vergelijkt de opname met de tekening. Als het goed is staan de vorm- en plaatstoleranties juist op de tekening en kunnen door het meetinstrument worden geïnterpreteerd. Indien toleranties goed gespecificeerd (eenduidig en duidelijk) erop staan, is de meting waardevol. Als ze er niet goed opstaan is de meting eigenlijk zinloos en krijgt de constructeur niet wat hij wilde hebben en krijgt de eindklant uiteindelijk te laat zijn gewenste profiel”.
Hoe definieer je een aluminium profiel dan wel? We hebben voor jouw een voorbeeldtekening gemaakt. Laat commentaar achter onder het blog en we sturen je deze toe.
Het goed vastleggen van een aluminium profiel met de juiste kennis hoeft niet moeilijk te zijn. Ben je engineer en heb jij een profieltekening waarvan je wilt weten hoe het beter kan? Geef antwoord op de vraag:
Waar loop jij tegen aan bij het beschrijven van een aluminium extrusie profiel?
Vermeld je antwoord hieronder in het commentaarveld. Behalve de voorbeeldtekening kun je ook onze terugkoppeling op jouw profieltekening krijgen. Na het plaatsen van je opmerking kun je deze direct naar ons mailen via ellen@aluknowledge.com.
Ik wens je veel plezier met het ontwikkelen van je volgende aluminium profiel.
P.s. Wil je meer weten? Vraag hier informatie over de cursus vorm- en plaatstoleranties.
Dit artikel is tot stand gekomen in samenwerking met Ìnventas

door Ellen Vaders | jun 25, 2018 | aluminium, aluminium advies, aluminium expertise, engineering, profiel, profiel ontwikkeling
Waarom zijn er zo weinig standaardprofielen van aluminium?
Als je kijkt in de markt zijn er enorm veel aluminium profielen die toegepast worden. Zoek je naar dat ene profiel dat je net gezien hebt, en je kunt het nergens vinden, wat dan? Overal waar je het vraagt krijg je nul op request. Hoe kan dat nou? Je bent maar aan het zoeken en zoeken en je vindt niet datgene wat jij wilt hebben. Waarom eigenlijk? Heel simpel, er zijn zo ontzettend veel verschillende mogelijkheden met aluminium dat je al heel snel een profiel voor jouw specifieke toepassing kunt maken met een relatief lage investering. Een matrijs kost helemaal niet zoveel geld, ergens tussen de € 1000 en € 1500 voor een vol profiel en € 1000- € 2500 voor een hol profiel. Ga je naar de grotere afmetingen, ja dan zijn de matrijskosten een stuk hoger. Hoe complexer en groter, hoe duurder, denk hierbij aan de richting van € 25.000. Het komt wel voor, maar dat zijn dan speciale profielen. Voor de meeste profielen van ca. Ø100mm kost het dus niet zoveel.
.
Zijn er wel standaardprofielen?
Ja, er zijn wel standaardprofielen. Deze profielen zijn er van verschillende merken. Je kunt ze makkelijk koppelen en ze worden heel veel toegepast voor testopstellingen. Je koopt profiel en een aantal verbindingsstukken en je zet het in elkaar zoals jij het wilt hebben. Of je maakt er een product mee…
.

Infento groeibouwpakket (www.infentorides.com/nl)
Andere profielen. Tja, dat zijn eigenlijk specials. Er zijn handelaren die hun eigen specifieke profielen voeren voor bijvoorbeeld trailerbouw. Of voor lekdorpels en andere afwerkprofielen t.b.v. de bouw. Ieder heeft er een aantal opgenomen in hun catalogus. Sommige hebben hun eigen assortiment ontwikkeld t.b.v. bijvoorbeeld signing systemen, scheidingswanden of terrasafscheidingen.
De niet intelligente U profielen of hoekprofielen heeft iedereen, maar vaak is dat nou niet het profiel waar je naar op zoek bent.
.
Wat moet je dan?
Je eigen extrusie-profiel! Maar hoe? Daar heb je enige kennis van zaken voor nodig of een betrouwbare partner die je hierbij helpt. Is een extrusie-profiel een belangrijk onderdeel van je product dan is het zeker zaak hiervoor kennis op te bouwen. Waar begin je.
Er zijn een aantal regels die je in acht moet nemen om efficiënte profielen te realiseren.
Hiervoor kun je op verschillende plekken informatie vinden:
.
Heb jij een vraag over het ontwikkelen van profielen?
Stel de vraag hieronder in de comment box en je ontvangt alle 7 tips om aluminium profielen kostenefficiënt te ontwerpen …..
Ben jij engineer en heb je liever een cursus neem contact op.
Ben je toeleverancier? Bij deze een bijzondere uitnodiging:
Iedere leverancier nodig ik uit, de profielen die zij los verkopen, hieronder te delen met vermelding van toepassing. Deel de link van jouw catalogus, daar waar jouw profieltekeningen staan. Als de engineer wil zoeken kan hij direct de beschikbare profielen vinden. (Link toegestaan, mits die inhoudelijk naar de beschikbare profielen leidt!)
Aluminium groet
Ellen
door Ellen Vaders | sep 27, 2016 | aluminium expertise, extruderen, extrusie, kneedlegering, legeringskeuze, profiel, toestand
Aluminium extrusie: thermomechanisch omvormen van aluminium
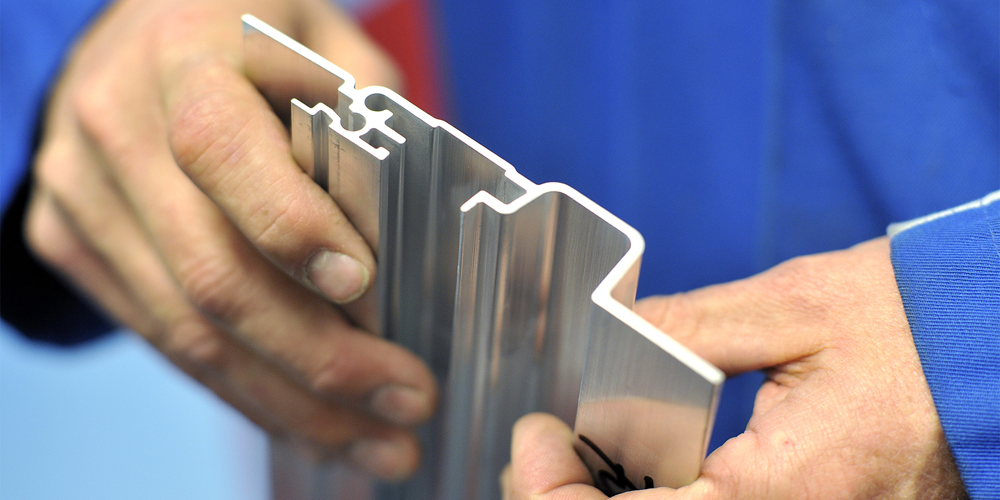
Aluminium extrusie is een plastisch vormgevingsproces waarin een voorverwarmd stuk aluminium, de billet, wordt omgevormd tot een langwerpig halffabrikaat met een constante dwarsdoorsnede, het profiel. De aluminium billet wordt daarbij door een plunjer met grote kracht door een één of meer matrijsopeningen geperst. De vorm van de opening in de matrijs bepaalt de profielvorm.
Extrusie is een veelzijdig proces waarmee een scala aan productvormen kan worden gerealiseerd. Met extrusie kunnen bijvoorbeeld kleine profielen met een typische afmetingen van enkele millimeters en een gewicht van enkele grammen per meter worden geproduceerd tot en met extreem grote en zware profielen met typische afmetingen van circa 1 meter en een gewicht van meer dan 100 kg/m. Profielen kunnen onderverdeeld worden in volprofielen en holle profielen. Bij volprofielen is de vorm vastgelegd door de buitencontour van het profiel. In holprofielen zijn er daarnaast één of meer holtes in de profieldoorsnde, een holle ruimte omsloten door aluminium. Veel van de aluminium kneedlegeringen kunnen door extrusie gevormd worden.

Legeringen
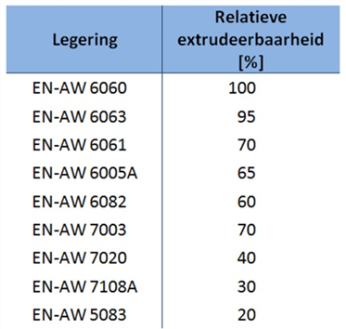 De legeringen voor extrusie zijn onderverdeeld in niet-verouderbare legeringen en legeringen die na extrusie kunnen worden warmte behandeld, veelal met als doel een verhoging van de sterkte. De verschillende legeringen hebben specifieke toevoegingen om de eigenschappen van met materiaal te beïnvloeden. De verschillende hoofdlegeringsgroepen worden toegelicht in de online aluminium training. De legeringselementen hebben effect op de extrudeerbaarheid. Zo heeft bijvoorbeeld de toevoeging van magnesium een sterk negatief effect op het vloeigedrag. Er is dan een hogere perskracht nodig om het materiaal te vervormen. Ook zal de toevoeging van legeringselementen het materiaal eerder doen smelten als de temperatuur oploopt. In de tabel is de verwerkbaarheid van veel voorkomende extrusielegeringen weergegeven, gerangschikt op basis van de relatieve extrudeerbaarheid ten opzicht van de zeer veel toegepaste legering EN-AW 6060.
De legeringen voor extrusie zijn onderverdeeld in niet-verouderbare legeringen en legeringen die na extrusie kunnen worden warmte behandeld, veelal met als doel een verhoging van de sterkte. De verschillende legeringen hebben specifieke toevoegingen om de eigenschappen van met materiaal te beïnvloeden. De verschillende hoofdlegeringsgroepen worden toegelicht in de online aluminium training. De legeringselementen hebben effect op de extrudeerbaarheid. Zo heeft bijvoorbeeld de toevoeging van magnesium een sterk negatief effect op het vloeigedrag. Er is dan een hogere perskracht nodig om het materiaal te vervormen. Ook zal de toevoeging van legeringselementen het materiaal eerder doen smelten als de temperatuur oploopt. In de tabel is de verwerkbaarheid van veel voorkomende extrusielegeringen weergegeven, gerangschikt op basis van de relatieve extrudeerbaarheid ten opzicht van de zeer veel toegepaste legering EN-AW 6060.
Proces
Aluminium extrusie is een thermomechanisch vormgevingsproces. Dat wil zeggen dat het omvormen van de billet gebeurt door vervorming van het materiaal bij verhoogde temperatuur. De verhoogde temperatuur is noodzakelijk om het aluminium in een zachte, kneedbare toestand te brengen, zodat het omvormen mogelijk wordt. Tijdens het extrusieproces warmt het materiaal verder op door vervormingsenergie en wrijving, waarbij de temperatuur kan oplopen tot 450-550°C en soms zelfs nog hoger. De maximum procestemperatuur wordt begrensd door het punt waar de eerste legeringsfasen in het aluminium beginnen te smelten.
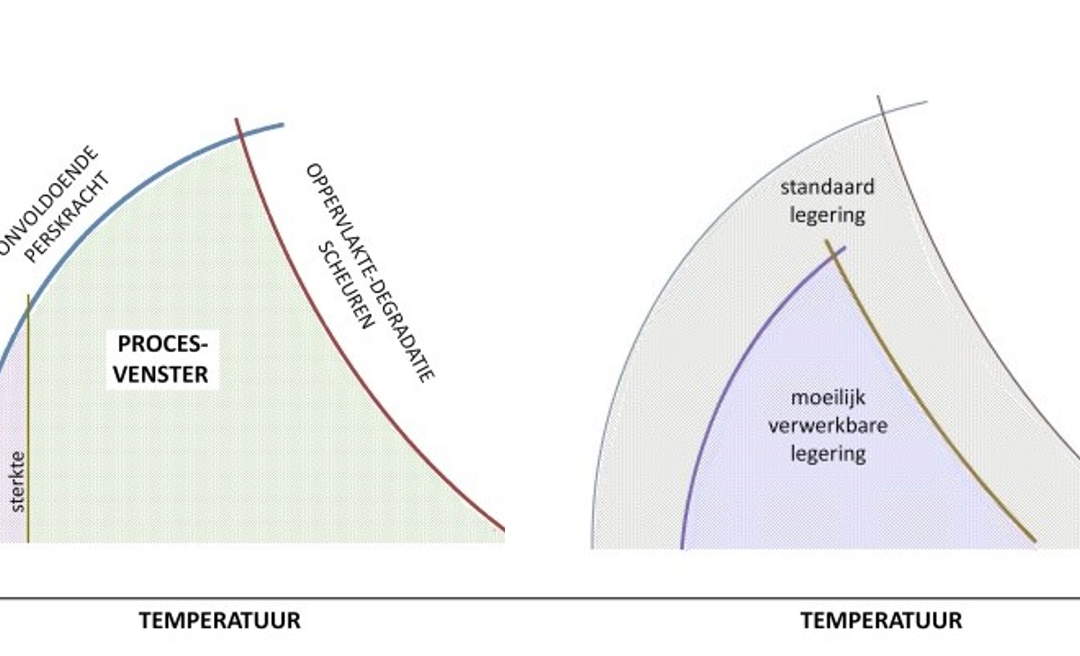
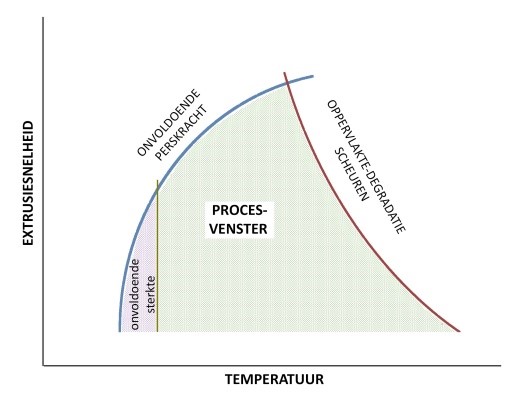 Als deze temperatuur wordt benaderd dan gaat de oppervlaktekwaliteit van het profiel sterk achteruit door de vorming van extrusiestrepen en/of “pick-up” : dit zijn kleine deeltjes aluminium die op het oppervlak vastkleven. Boven deze temperatuur verliest het materiaal zijn sterkte en zal het profiel oppervlaktefouten gaan vertonen of zelfs gaan scheuren. Bij een te lage temperatuur is het aluminium onvoldoende kneedbaar en is er onvoldoende perskracht om het materiaal door de matrijs te persen. Ook zal bij een te lage temperatuur het aluminium niet in de juiste “toestand” komen, waardoor na de warmtebehandeling niet de vereiste sterktewaarden zullen worden behaald. Het procesvenster is dus een samenspel van vervorming en temperatuur. Dit kan schematisch worden weergegeven in een “limietdiagram” zoals hierboven is weergeven. Het optimum bevindt zich bovenin het limietdiagram, waarbij de extrusieproductiviteit optimaal is, met behoud van goede producteigenschappen. Voor de verschillende legeringen, met hun specifieke verwerkingseigenschappen zoals hierboven beschreven, zal het limietdiagram verschillend zijn. Ook de matrijsuitvoering gerelateerd aan de profielvorm, heeft uitwerking op het diagram en dus op de optimale procesomstandigheden.
Als deze temperatuur wordt benaderd dan gaat de oppervlaktekwaliteit van het profiel sterk achteruit door de vorming van extrusiestrepen en/of “pick-up” : dit zijn kleine deeltjes aluminium die op het oppervlak vastkleven. Boven deze temperatuur verliest het materiaal zijn sterkte en zal het profiel oppervlaktefouten gaan vertonen of zelfs gaan scheuren. Bij een te lage temperatuur is het aluminium onvoldoende kneedbaar en is er onvoldoende perskracht om het materiaal door de matrijs te persen. Ook zal bij een te lage temperatuur het aluminium niet in de juiste “toestand” komen, waardoor na de warmtebehandeling niet de vereiste sterktewaarden zullen worden behaald. Het procesvenster is dus een samenspel van vervorming en temperatuur. Dit kan schematisch worden weergegeven in een “limietdiagram” zoals hierboven is weergeven. Het optimum bevindt zich bovenin het limietdiagram, waarbij de extrusieproductiviteit optimaal is, met behoud van goede producteigenschappen. Voor de verschillende legeringen, met hun specifieke verwerkingseigenschappen zoals hierboven beschreven, zal het limietdiagram verschillend zijn. Ook de matrijsuitvoering gerelateerd aan de profielvorm, heeft uitwerking op het diagram en dus op de optimale procesomstandigheden.
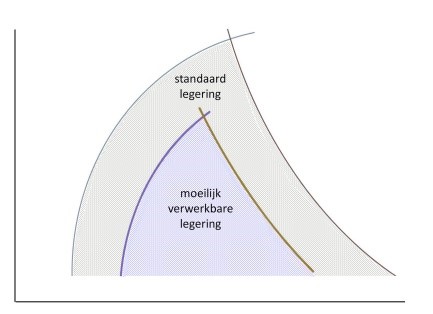 Hiernaast is een voorbeeld getoond van de limietdiagrammen voor twee legeringen met verschillende verwerkingseigenschappen. Duidelijk is te zien dat een moeilijk verwerkbare legering een kleiner procesvenster heeft met een lagere optimale productiviteit. Een ander effect van het thermomechanisch omvormen is de uitwerking op de kristalstructuur van het aluminium. Afhankelijk van de legering zal het materiaal kunnen rekristalliseren, waarbij de door extrusie sterk vervormde metaalstructuur zich herstelt en er zich “nieuwe” kristallen zullen vormen. Als gevolg van de procesomstandigheden kan de grootte van deze nieuwe kristallen op verschillende plaatsen in het profiel verschillend zijn. Dit uit zich dan vooral na het (met name decoratief) anodiseren van profielen, waar de onderliggende kristalstructuur zich op het zichtvlak manifesteert als ongewenste langsstrepen. Door een goede combinatie van matrijsontwerp, legeringskeuze en procesomstandigheden kan het risico op het optreden van dit fenomeen worden voorkomen.
Hiernaast is een voorbeeld getoond van de limietdiagrammen voor twee legeringen met verschillende verwerkingseigenschappen. Duidelijk is te zien dat een moeilijk verwerkbare legering een kleiner procesvenster heeft met een lagere optimale productiviteit. Een ander effect van het thermomechanisch omvormen is de uitwerking op de kristalstructuur van het aluminium. Afhankelijk van de legering zal het materiaal kunnen rekristalliseren, waarbij de door extrusie sterk vervormde metaalstructuur zich herstelt en er zich “nieuwe” kristallen zullen vormen. Als gevolg van de procesomstandigheden kan de grootte van deze nieuwe kristallen op verschillende plaatsen in het profiel verschillend zijn. Dit uit zich dan vooral na het (met name decoratief) anodiseren van profielen, waar de onderliggende kristalstructuur zich op het zichtvlak manifesteert als ongewenste langsstrepen. Door een goede combinatie van matrijsontwerp, legeringskeuze en procesomstandigheden kan het risico op het optreden van dit fenomeen worden voorkomen.
Nadat het profiel de extrusiepers verlaat wordt het materiaal afgekoeld. Afhankelijk van het type profiel en de legering wordt dit bewerkstelligd met geforceerde lucht of water. Dit laatste kan in de vorm van mist- of nevelkoeling, of voor zeer zware profielen, door middel van een staande golf in een waterbak waar het profiel doorheen wordt geleid. Door het koelen is het profiel sneller handelbaar. Het belangrijkste is echter dat de microstructuur wordt “ ingevroren” waardoor de sterkte van het profiel gunstig beïnvloed wordt. De navolgende warmtebehandeling, het verouderen maakt dit proces van versterken voor een veredelbare legering compleet. Deze procesroute is voor veel legeringen uit de 6000 en 7000-klasse toepasbaar (niet voor de 5000 reeks). Voor zwaa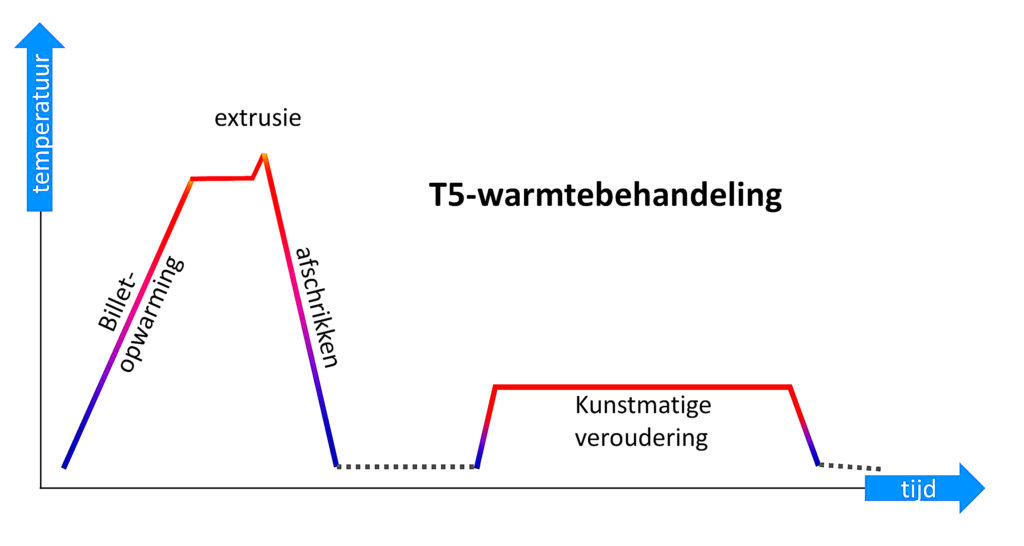 rdere profielen of specifieke legeringen (in bijv. de 2000 & 7000 reeks) kan het product onvoldoende snel worden
rdere profielen of specifieke legeringen (in bijv. de 2000 & 7000 reeks) kan het product onvoldoende snel worden
afgekoeld. In dat geval vindt er een tussenstap plaats, waarbij het profiel in een aparte oven nogmaals wordt opgewarmd tot een hoge temperatuur ca. 550°C en daarna wordt afgeschrikt in een vloeistofbad. Aansluitend kan het profiel dan worden verouderd: het gedurende enkele uren gloeien van het materiaal op een verhoogde temperatuur (typisch rond 200°C) waardoor de sterkte van het product aanzienlijk toeneemt.
Zoals je leest vereist het produceren van kwalitatief hoogwaardige profielen proceskennis. Tevens is een gedegen inzicht in de eigenschappen van de extrudeerbare aluminiumlegeringen benodigd.
Andrew den Bakker, Hartelijk dank voor het delen van je kennis!
Wil je dat Andrew contact met jou opneemt? mail Andrew direct.
Welke van de bovenstaande onderwerpen is voor jouw een ‘eye’ opener of wil je meer van weten? Laat het alsjeblieft weten in het commentaarveld hieronder. De eerste 3 krijgen een super aanbod voor de net nieuwe online training: aluminium legeringen meer info.
Ik zie je reactie tegemoet!
Wil je op de hoogte gehouden worden over Aluminium? schrijf je nu in en ontvang 1x per maand de update.
door Ellen Vaders | aug 5, 2014 | aluminium advies, extruderen, legeringskeuze, profiel
Als je aluminium profiel koopt welke legering krijg je dan en waarom. Welke keuze heb je of welke wordt er voor je gemaakt?
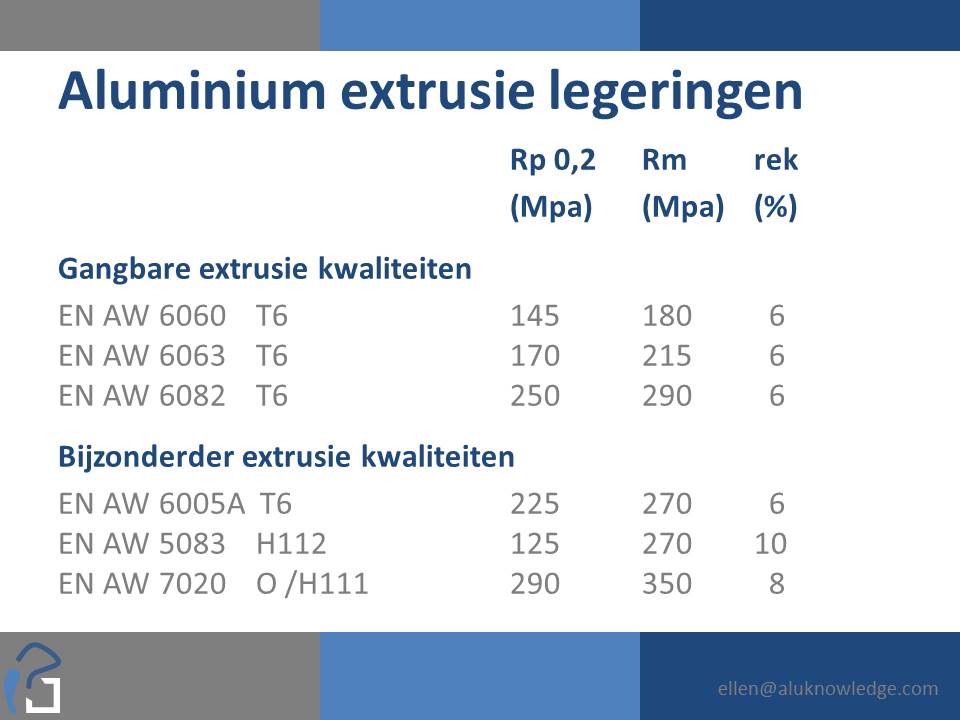
Vrijwel alle profielen die je laat maken of standaard via de handel koopt zijn van een tweetal legeringen, de EN AW-6060 en de EN AW-6063, in toestand T6.
De EN AW-6060 & 6063 zijn kwaliteiten die goed te persen zijn en de standaard in de extrusie wereld. Alles is geoptimaliseerd voor deze legeringen om zo efficiënt mogelijk profielen te kunnen fabriceren. Tussen beide legeringen zitten verschillen ten aanzien van samenstelling en mechanische eigenschappen, maar dit is gering. Veelal zijn deze kwaliteiten ook toereikend voor de beoogde toepassingen. De EN AW-6061 is ook een legering die vaak voorkomt maar al beduidend minder. Deze legering wordt in de V.S. veel toegepast en is daar net zo populair als “onze 6060”.
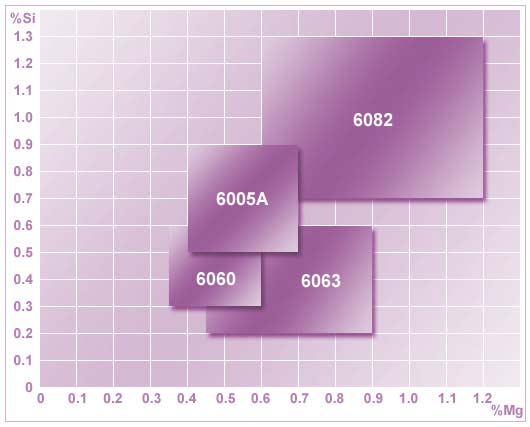
Er zijn zoals je in het overzicht ziet meer aluminium legeringen die in profiel geleverd kunnen worden.
Vanwege de verpersbaarheid en het feit dat de EN AW-6060 & 6063 voor heel veel toepassingen toereikend zijn, zijn het merendeel van de profielen van deze kwaliteiten.
Wanneer worden andere legeringen ingezet, en wat zijn daarbij consequenties?
Als voorbeeld de EN AW-5083. Op het moment dat aluminium in jachten wordt toegepast zie je vaak deze kwaliteit als plaat. De zeer goede corrosiebestendige eigenschappen en benodigde mechanische waarden is hier debet aan, zie ook “aluminium op zee”. Vaak wordt er in deze toepassing ook gelast. In dit geval is het een voordeel als er gewerkt kan worden met profiel en plaat van dezelfde samenstelling. De 5083 is echter veel lastiger te extruderen en de meeste extrusie bedrijven zijn hier ook niet op ingericht. Met de 5083 kun je ook niet dezelfde dunwandige precisie profielen verwachten omdat dit simpel weg niet realiseerbaar is.
Een andere kwaliteit, een legering uit de 7000-reeks, heeft als voordeel dat de mechanische eigenschappen beduidend hoger liggen als een legering uit de 6000 reeks. Ook hier geldt dat deze lastig te verpersen zijn en maar een enkel bedrijf dit doet. Bovendien vereist een legering uit deze reeks specifieke kennis en vaardigheden van de toepasser, anders is de kans op problemen aanwezig.
De 6082 is hier vaak een goed alternatief voor, aangezien deze redelijk goed persbaar is en de mechanische eigenschappen al een stuk hoger liggen als de 6060 en 6063 kwaliteit.
Kort samengevat: Vrijwel alles is mogelijk maar het heeft een prijs en die moet opwegen tegen de verkregen voordelen.
BRON: http://www.aluminiumdesign.net/design-support/aluminium-alloys-alloys-for-extrusion/
p.s. de 6005 kwaliteit is een legering die veelal in automotive-achtige toepassingen wordt ingezet o.a. vanwege zijn mechanische eigenschappen in combinatie met de mogelijkheid van betere vervormbaarheid, zoals de potentie ten aanzien van schokabsorptie.


