Het warmtebehandelen van aluminium vergt een gedegen aanpak, net als het zetten van goede koffie, een specialiteit op zich.
Warmtebehandelingen van aluminiumlegeringen spelen een grote rol. Zowel bij de fabricage van het materiaal als bij geavanceerde verwerking van het aluminium. Wat is nu eigenlijk het doel van een warmtebehandeling?
Het doel van warmtebehandelingen
Het doel is bijvoorbeeld om een zachte toestand van een aluminiumlegering te krijgen zodat het materiaal vervormd kan gaan worden.
Of om de invloed van koude versteviging (gedeeltelijk) teniet te doen.
Het kan ook zijn om een grotere sterkte van het materiaal te krijgen (alleen mogelijk bij precipitatiehardende aluminiumlegeringen!)
Bij aluminiumlegeringen worden drie soorten warmtebehandeling toegepast:
Zachtgloeien
Oplosgloeienen afschrikken
Precipitatieharden
Aandachtspunten:
Bij het uitvoeren van warmtebehandelingen moet rekening gehouden worden met een aantal aantal aandachtspunten. Zoals:
De warmtebehandelingen dienen uitgevoerd te worden in een oven waarbij de temperatuur homogeen verdeeld is! Bij voorkeur in een luchtcirculatieoven.
Na het volledig zachtgloeien of oplosgloeien en afschrikken bestaat er een kans op rekristallisatie van het materiaal. Daarover in een volgend artikel meer.
(meer weten over profielen en de vervaardiging vind je hier)
Zachtgloeien
Onder zachtgloeien verstaan we de warmtebehandeling waarbij het materiaal in een blijvende zachte toestand wordt gebracht. Dit is de O-toestand. Zachtgloeien passen we toe om spanningen ten gevolge van een vervormingsproces en/of een warmtebehandeling volledig te verminderen of te verwijderen. Door het zachtgloeien worden aluminium en aluminiumlegeringen zacht en taai. Het materiaal is dan heel goed vervormbaar.
We onderscheiden twee methoden van zachtgloeien:
Tussengloeien, ook wel procesgloeien genoemd en
volledig zachtgloeien.
Tussengloeien
Tussengloeien (procesgloeien) heeft tot doel de invloed van koude versteviging, bijvoorbeeld tengevolge van een vervormingsproces, of van een warmtebehandeling gedeeltelijk teniet te doen. Het tussengloeien is het meest geschikt voor dun plaatmateriaal. Materiaal met een grotere plaatdikte kan ook deze warmtebehandeling ondergaan, maar dan moet de procestijd verlengd worden.
Het proces omvat de volgende handelingen:
Voor precipitatiehardende aluminium legeringen geldt verwarmen op 340°C gedurende 30 tot 60 minuten gevolgd door langzaam afkoelen, in een oven met geopende deur of buiten de oven in niet-geforceerde lucht. (bijvoorbeeld EN AW 2024 met een dikte tot aan 6 mm)
Het afkoelen moet langzaam gebeuren, omdat er anders weer spanningen in het materiaal ontstaan.
Volledig zachtgloeien
Volledig zachtgloeien heeft tot doel de invloed van koude versteviging of van een warmtebehandeling/ precipitatieharding in een aluminiumlegering volledig teniet te doen.
Let op! Materiaal in de volledig zachtgegloeide toestand {O} heeft een geringe sterkte
Volledig zachtgloeien omvat de volgende handelingen:
Voor Aluminium en niet-precipitatiehardende aluminium legeringen geldt verwarmen op 340°C (+/- 10°) gedurende 30 tot 60 minuten gevolgd door langzaam afkoelen, in een oven met geopende deur of buiten de oven in niet-geforceerde lucht. (bijvoorbeeld EN AW-1050 met een dikte tot aan 6,35 mm). Materiaal met een groter plaatdikte kan ook deze warmtebehandeling ondergaan, maar dan moet de procestijd verlengd worden.
Het afkoelen moet langzaam gebeuren, omdat er anders weer spanningen in het materiaal ontstaan.
Voor precipitatiehardende aluminium legeringen geldt verwarmen op 415°C (+/- 5°) gedurende 60 tot 90 minuten, gevolgd door langzaam afkoelen, vanaf 415°C tot 230°C in een oven met gesloten deuren. Bijvoorbeeld EN AW-6061 met een dikte tot aan 6 mm. Materiaal met een grotere plaatdikte kan ook deze warmtebehandeling ondergaan, maar dan moet de procestijd verlengd worden.
Deel 2 gaat verder in op: Oplosgloeien en afschrikken en deel 3 gaat over: Precipitatieharden.
Wil jij weten of een warmtebehandeling in jou situatie een optie is?
Geef in het commentaarveld onderaan de pagina een reactie op de vraag: Waarom zou jij een warmtebehandeling toe willen passen? Vergeet niet de legering te vermelden!
Je ontvangt van ons de het vervolg op dit Blog in pdf én de toestanden van aluminium in een handig overzicht.
Succes met het ontwikkelen van je volgende aluminium product!
Aluminium groet
In samenspraak met Gastblogger Cor van Tilborgh Ellen Vaders
De chemische resistentie van aluminium is erg gunstig in een pH neutraleomgeving. Aluminium is corrosiebestendig door zijn passieve oxidelaag. Wordt deze laag door zijn omgeving weg gebeitst dan corrodeert het aluminium weg. Aluminium presteert goed in een omgeving zoals in stallen. Daar wordt al jaar en dag aluminium succesvol toegepast. Het is bestendig tegen de ammoniak in de uitwerpselen van de dieren.
Aluminium en chloor
Aluminium en chloor luistert nauwer. Bij een eierbroedmachine bijvoorbeeld wordt er regelmatig gereinigd. Wordt het schoonmaakritueel niet nauwlettend gevolgd en er b.v. twee chloortabletten i.p.v. 1 toegevoegd kan dit behoorlijke schade aan het aluminium tot gevolg hebben. Ook in de voedingsmiddelenindustrie is dit een uitdaging. In sommige fabrieken druipt bij wijze van spreken de boter van het plafond maar de machine wordt ‘te’ grondig schoongemaakt. Let wel: Schoonmaken is goed, en noodzakelijk, echter dosering van de schoonmaakmiddelen, protocol en het type is bepalend of aluminium in deze toepassing met succes kan worden ingezet.
Zo zie ik in het zwembad aluminium kozijnen als scheidingswand al jaren met succes toegepast. Hun stalen voorgangers vertoonde al na korte tijd bruine roestige corrosie. Ook in de toiletten wordt veel aluminium toegepast, meestal geannodiseerd.
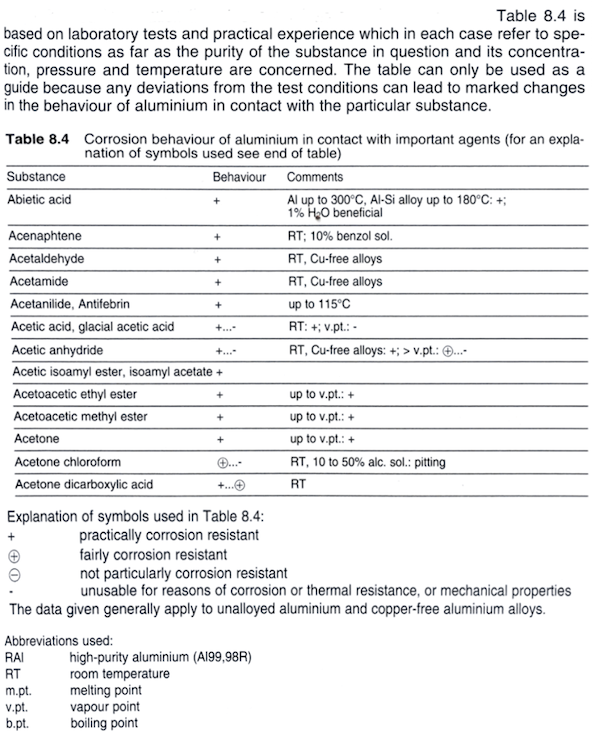
Het ene zuur is ook minder heftig dan het andere voor aluminium. Hier een voorbeeld van de tabel met de chemische resistentie van aluminium en een aantal stoffen.
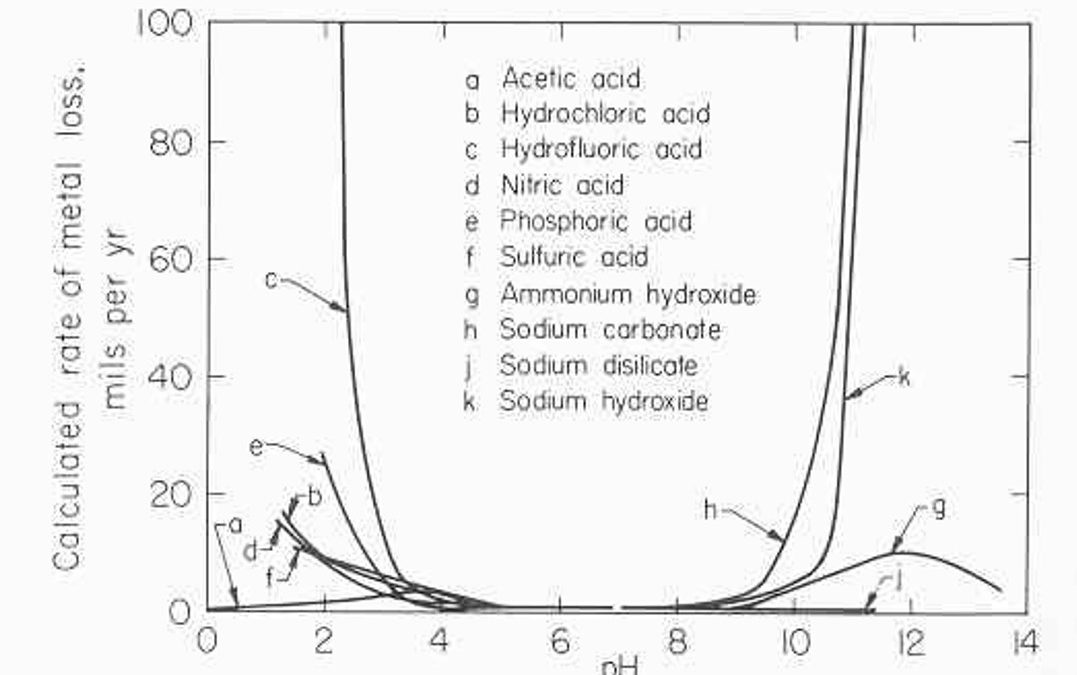
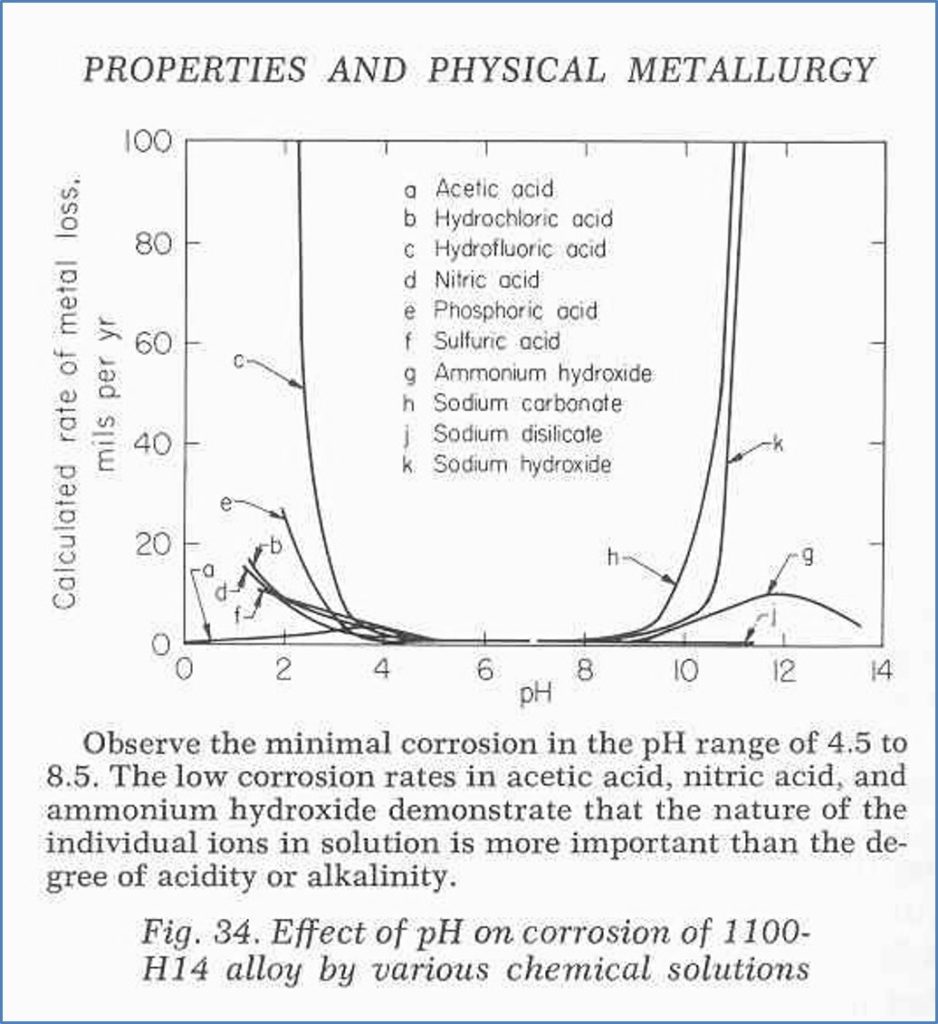
In het onderstaande diagram zie je op een andere manier weergegeven hoe verschillend dat per stof kan zijn.
Bij zwavelzuur, pH beneden de 4, gaat de aantasting minder snel dan bij fluorwaterstofzuur. Nog steeds beitst het aluminium weg door zwavelzuur, maar gecontroleerder dan bij fluorwaterstofzuur. Tijdens het anodiseren wordt hier dankbaar gebruik van gemaakt.
Wil je meer weten over chemische resistentie van aluminium?
Zet je vraag/ opmerking hieronder in het commentaarveld en je ontvangt de volledige tabel met de chemische resistentie van stoffen i.c.m. aluminium.
Mijn dochter vroeg mij vandaag: “Wat is je favoriete
aluminium product?”
Mijn eerste reactie: De nespresso-cup. Niet omdat ik een fervent
koffiedrinker ben, maar vanwege de functionaliteit, het vernuft, de techniek en
de hele marketing van dat glimmende aluminium recyclebare koffiecupje.
Patenten
Wist je dat er legio patenten op zitten en dat het DE de nodige hoofdbrekens heeft gekost om een vergelijkbaar alternatief (L’or) te ontwikkelen die om al die patenten heen gaat? Dat heeft uiteindelijk een cup opgeleverd die in de basis nog beter te recyclen is, goedkoper en technisch nog vernuftiger. Laten we wel zijn, afkijken en verbeteren is knap, maar dit initiële product bedenken is natuurlijk helemaal een kunst.
Materiaalkwaliteit
Tijdens het dieptrekken van de cup is de materiaalkwaliteit bepalend voor de mate van vormen van oren (ongelijkmatig verdeling van het aluminium over de wanden waardoor hoogteverschil in de wand ontstaat en resulteert in 4 hoge en 4 lage ‘oren’). Vervolgens wordt het cupje gekraald en gevuld en daarna dicht geseald. De toleranties luisteren nauw voor een prettige koffiezetervaring. Met vastlopende cups, mislukte waterige bakjes of andere ongemakken haakt de consument snel af.
Om het goede gevoel van recycling nog te benadrukken zijn er mooie nieuwe toepassingen van gerecyclede cups verkrijgbaar. Nespresso doet het goed door de aluminium look en feel in die producten, maar ook de aluminium koffiepadhouders, in stijl door te voeren.
Kortom mijn favoriete aluminium product is de nespresso-koffie-cup.
En wat is jouw favoriet? Laat het weten in de reacties hieronder.
Voor de toepassing van aluminium bij verhoogde temperatuur zijn er verschillende zaken van belang. Zoals het type legering en wat er in de legering gebeurt.
Hiervoor is het belangrijk om te weten dat er kort gezegd twee type legeringen zijn.
Twee type legeringen
Je hebt legeringen die precipitaten vormen en daarmee hun sterkte bereiken en legeringen waarbij dat door deformatie (vervorming) gebeurt. De eerst groep heet de veredelbare legeringen. Onder invloed van een speciaal temperatuurrecept heeft deze legering een veredeling gekregen met een bepaalde “bindingsconstructie” in de legering.
Je kunt je voorstellen, dat als je vervolgens temperatuur gaat toevoegen aan zo’n legering dit de balans van de legering weer beïnvloedt. De duur en de temperatuur zijn van invloed op de mate waarin. Wanneer je nagaat dat de laatste stap van een warmtebehandeling in de buurt van de 180 °C graden zit kun je bedenken dat dit het temperatuursgebied is waar je eigenlijk niet in de buurt wil komen.
Op het moment dat je dat wel doet kan het veredelings- ofwel verouderingsproces vervolgd worden met oververoudering tot gevolg. Is dit erg? Dat hangt van de duur af dat dit aluminium aan deze temperatuur wordt blootgesteld.
Ook gaan sommige legeringselementen “aan de wandel” en diffunderen langzaam naar de kristalgrenzen, per legeringselement gaat dat makkelijker of lastiger.
Kortom verhoogde temperatuur heeft invloed op de eigenschappen.
Voor de niet veredelbare legeringen is warmte inbreng ten aanzien van precipitaten niet kritisch. Wel gaan de legeringselementen onder invloed van temperatuur ook hier aan de wandel naar de kristalgrenzen. Bij legeringen met 4-5 % magnesium zal bijvoorbeeld dit Mg. zich uitscheiden naar de kristalgrenzen.
Door het “ontlaten” van de spanningen in het materiaal wordt het langzaam zachter. Het zacht gloeien van aluminium ligt echter op een veel hogere temperatuur dan het veredelingsproces en de principes zijn dus verschillend.
Welke maatregelen kun je nemen?
Blijf bij voorkeur beneden de 200 °C in toepassingen.
Houdt rekening met afnemende sterkte bij verhoogde temperatuur.
Kies een legering die minder gevoelig is voor temperatuursinvloeden, vraag zo nodig advies.
Weet dat corrosiegevoeligheid verslechtert en pas ook hier je legeringskeuze en/of oppervlaktebehandeling op aan.
Overigens bij koude temperaturen blijft aluminium taai en wordt sterker.
Bij beiden geldt dat de eigenschappen zoals sterkte en corrosiebestendigheid negatief beïnvloed worden, ieder op zijn eigen manier.
Wil jij weten welke legering je waar inzet?
Geef antwoord op de vraag: Welke legering zet jij het vaakst in?
Vermeld je antwoord hieronder
in het commentaar veld, je ontvangt van mij de pdf met de tien best beschikbare
legeringen. Ik wens je veel plezier met je volgende aluminium materiaalkeuze.
Het probleem bij nieuwe technologische producten is dat er veel elektronische componenten inzitten die warm worden. Wanneer deze componenten te warm worden of langdurig te warm zijn presteert de elektronica niet optimaal.
Zo gaat de levensduur achteruit en is het stroomverbruik hoger. Het hele systeem is niet effectief en daar heeft de algehele performance van het product onder te leiden.
Wat kun je er aan doen?
Sommige producten worden te warm doordat de onderlinge systemen niet goed op elkaar zijn afgestemd. Daar zijn testen en slimme elektronici bij nodig om een systeem optimaal te laten samenwerken en onderlinge spanningen en stroomverbruik op elkaar af te stemmen. Maar dan nog zijn er vaak componenten waar lokaal de temperatuur oploopt waardoor een heel printed circuit board ongewenst warm wordt.
In een dergelijk geval is
koelen nodig. Hoe zorg je ervoor dat de temperatuur weg kan en niet ophoopt in
een print of systeem?
Hoe koel je effectief?
Belangrijk voor het koelen is dat je de componenten waar de meeste warmte ontstaat, helpt om die warmte af te voeren en uit het systeem te halen.
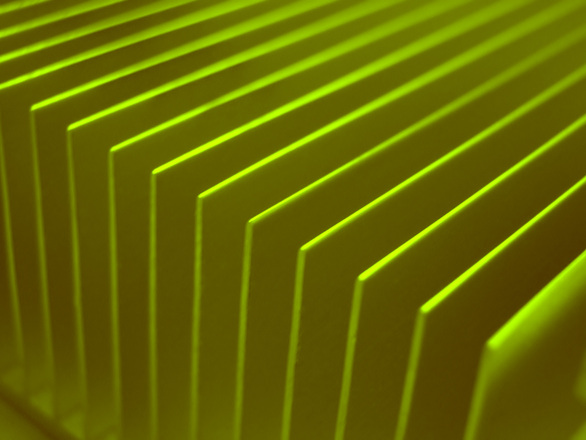
Aluminium is een materiaal dat veelvuldig wordt ingezet als heatsink. Dus als deel om de warmte weg te voeren van het systeem. Waarom?
Eenvoudig omdat aluminium een zeer goede warmte geleider is en in allerlei vormen te produceren is. Het kan als extrusie deel of als gegoten deel of gewoon als plaat worden ingezet. kijk hier voor de mogelijke giet-legeringen
Soms wordt aluminium ook voor de printplaat gebruikt. Maar dat is niet overal mogelijk. Het bevestigen van de heatsink op de hotspots vergt wel de nodige aandacht. Hier is het doel om een luchtspleet te voorkomen en de overgangsweerstand tussen component en aluminium heatsink zo gering mogelijk te maken. Hiervoor worden specifieke thermische interface materialen toegepast. Een wereld op zich.
Hoe vind je nu het proces dat jouw aluminium heatsink de juiste vorm geeft? Welke legering kan hiervoor worden ingezet?
Wil je meer kennis over het slim toepassen van aluminium?
Geef antwoord in het commentaar veld op de vraag: Wanneer heb jij een aluminium heatsink voor het laatst in handen gehad? En wat viel je op?
Vermeld je antwoord hieronder in het commentaarveld en je ontvangt van mij de PDF met 7 tips om kostenefficiënte aluminium profielen te ontwerpen
Toen ik begin deze maand op de
Hannover Messe liep vielen me een aantal zaken op. In dit artikel neem ik je
mee over de beurs en wat ik hier zag.
Op de beurs zag ik een paar
mooie elektrische bikes, helaas halen ze niet dezelfde topsnelheid als mijn Zero
motorfiets. Volgens de standbemanning gaat deze maar 70 km per uur. De range
lag wel in de buurt ca. 170 km. Verderop zie ik op verschillende stands twee
keer een Zero in het kader van duurzaam en elektrisch rijden. Ook ontbreekt een
waterstofbus en -auto niet op de beurs. Jammer dat er nog maar zo weinig
getankt kan worden.
De AVG’s zijn algemeen goed aan het worden in efficiënt ingerichte nieuwe magazijnen, maar wanneer komen dergelijke voertuigen op de weg…? …brengen ze ons pakje naar de voordeur? Dat zou heel wat uitstoot besparen…. Een soort pick-up point in het begin van de wijk en als je thuis bent ziet de robot dat hij het pakketje kan brengen.
De trend van de AVG’s op de
beurs is, dat deze modulair zijn en verschillende “cabines” kunnen vervoeren.
Van luxe tweezitter tot gezellige 4-zitter of gewoon een transportbak. Op twee
verschillende stands zie ik een gelijksoortig model, maar ook op de stand van
volkswagen is er een modulaire drager te zien. Doet me een beetje denken aan de
verschillende type gondelbakken die ze aan de skiliften hangen.
In de productieomgeving en/of magazijnen
lijkt de trend van de beurs te zijn dat er op de AVG’s intelligente robotarmen
worden geplaatst zodat de manipulatoren dicht bij de hand zijn.
De fabriek van de toekomst lost
op die manier autonoom de productiecellen.
Natuurlijk zijn er ook mooie
fietsen te bewonderen met verschillende concept-aanpakken van lelijk tot mooi,
ja zelfs een heel mooi staal ontwerp, moet ik echt toegeven. Maar zo nieuw was
die nou ook weer niet want die stond er vorig jaar ook.
Ook VDL had een interessant
onderdeel staan voor een medisch apparaat waarmee in de toekomst een tumor in
het hoofd zeer gericht kan worden “verschrompeld” Hopelijk kan dat voor de
mensen die daar baat bij hebben zo snel mogelijk effectief worden ingezet, maar
eerst moet dat natuurlijk verantwoord getest worden.
De stand van Siemens
Het meest opmerkelijke was de stand van Siemens. Daar kom ik toch een mooi
voorbeeld van 3D printen tegen. Siemens is al veel langer met 3D printen bezig
en heeft daarvoor verschillende partners. (Vorig jaar stond dat vermeld op hun
stand en daar heb ik toen een foto van gemaakt)
Het 3D printen van aluminium
zal meer en meer worden. Wat men software allemaal niet laat doen om het proces
van een prototype tot een serieproduct te optimaliseren en realiseren.
De dame van Siemens vertelde me rustig de stappen die ze allemaal ondernemen om te komen tot een goed product en ja er wordt veel software gebruikt, o.a. voor topologie optimalisatie.
Er wordt software gebruikt om een bruikbare 3d printfile te krijgen met benodigde ondersteuning.
Er wordt software gebruikt voor de volgende stap, het zelf leren en voorkomen van “zwakke plekken” in een geprint aluminium product, het simuleren van de hotspots en potentiële spanningsgebieden door krimp etc. Als ik vraag of het alleen voor prototypes is, zegt ze nee, dit zal ook voor series ingezet gaan worden.
Wat gaaf!.
Ze voorspellen met iedere stap
de betrouwbaarheid van een product en dat is nou precies wat er belangrijk is
bij geprinte kwalitatieve producten. Helemaal als ze toegepast worden in
dragende constructies zoals deze in auto’s.
Legeringen
In een vorige blog schreef ik nog dat een geprint aluminium deel alleen nog van een 4000 legering bestaat. (type vergelijkbaar met gietlegering) Inmiddels zijn er printdraden op de markt die voor 95% uit bijv. een 6061 legering bestaan.
De ontwikkelingen gaan
razendsnel.
Wat een mooie producten met
aluminium zullen er nog meer bij gaan komen…???
Er waren natuurlijk de
verschillende robots te zien die door onherbergzaam terrein voortbewogen en er was
nog veel meer… Te veel om hier allemaal te noemen en bovendien op zo’n grote
beurs kun je nooit alles meekrijgen.
Wil jij al mijn foto’s van de beurs zien?
Het enige dat je hiervoor hoeft te doen is antwoord geven bij dit blog.
Geef antwoord op de vraag: Wat vind jij de meest vooruitstrevende bekende
toepassing van aluminium?
Vermeld dit in het commentaarveld hieronder en je ontvangt van mij alle interessante foto’s die ik maakte op de beurs. De mooiste commentaren ontvangen tevens een 10 minuten telefoon- of zoomgesprek met meer uitleg.
Succes met ontwerpen van een
mooie toekomst met aluminium.