
door Ellen Vaders | apr 5, 2021 | aluminium expertise, toestand, warmtebehandeling
Aluminium warmtebehandelen
Het warmtebehandelen van aluminium vergt een gedegen aanpak, net als het zetten van goede koffie, een specialiteit op zich.
Warmtebehandelingen van aluminiumlegeringen spelen een grote rol. Zowel bij de fabricage van het materiaal als bij geavanceerde verwerking van het aluminium. Wat is nu eigenlijk het doel van een warmtebehandeling?
Het doel van warmtebehandelingen
- Het doel is bijvoorbeeld om een zachte toestand van een aluminiumlegering te krijgen zodat het materiaal vervormd kan gaan worden.
- Of om de invloed van koude versteviging (gedeeltelijk) teniet te doen.
- Het kan ook zijn om een grotere sterkte van het materiaal te krijgen (alleen mogelijk bij precipitatiehardende aluminiumlegeringen!)
Bij aluminiumlegeringen worden drie soorten warmtebehandeling toegepast:
- Zachtgloeien
- Oplosgloeienen afschrikken
- Precipitatieharden
Aandachtspunten:
Bij het uitvoeren van warmtebehandelingen moet rekening gehouden worden met een aantal aantal aandachtspunten. Zoals:
- De warmtebehandelingen dienen uitgevoerd te worden in een oven waarbij de temperatuur homogeen verdeeld is! Bij voorkeur in een luchtcirculatieoven.
- Na het volledig zachtgloeien of oplosgloeien en afschrikken bestaat er een kans op rekristallisatie van het materiaal. Daarover in een volgend artikel meer.
(meer weten over profielen en de vervaardiging vind je hier)
Zachtgloeien
Onder zachtgloeien verstaan we de warmtebehandeling waarbij het materiaal in een blijvende zachte toestand wordt gebracht. Dit is de O-toestand. Zachtgloeien passen we toe om spanningen ten gevolge van een vervormingsproces en/of een warmtebehandeling volledig te verminderen of te verwijderen. Door het zachtgloeien worden aluminium en aluminiumlegeringen zacht en taai. Het materiaal is dan heel goed vervormbaar.
We onderscheiden twee methoden van zachtgloeien:
- Tussengloeien, ook wel procesgloeien genoemd en
- volledig zachtgloeien.
Tussengloeien
Tussengloeien (procesgloeien) heeft tot doel de invloed van koude versteviging, bijvoorbeeld tengevolge van een vervormingsproces, of van een warmtebehandeling gedeeltelijk teniet te doen. Het tussengloeien is het meest geschikt voor dun plaatmateriaal. Materiaal met een grotere plaatdikte kan ook deze warmtebehandeling ondergaan, maar dan moet de procestijd verlengd worden.
Het proces omvat de volgende handelingen:
- Voor precipitatiehardende aluminium legeringen geldt verwarmen op 340°C gedurende 30 tot 60 minuten gevolgd door langzaam afkoelen, in een oven met geopende deur of buiten de oven in niet-geforceerde lucht. (bijvoorbeeld EN AW 2024 met een dikte tot aan 6 mm)
- Het afkoelen moet langzaam gebeuren, omdat er anders weer spanningen in het materiaal ontstaan.
Volledig zachtgloeien
Volledig zachtgloeien heeft tot doel de invloed van koude versteviging of van een warmtebehandeling/ precipitatieharding in een aluminiumlegering volledig teniet te doen.
Let op! Materiaal in de volledig zachtgegloeide toestand {O} heeft een geringe sterkte

Volledig zachtgloeien omvat de volgende handelingen:
- Voor Aluminium en niet-precipitatiehardende aluminium legeringen geldt verwarmen op 340°C (+/- 10°) gedurende 30 tot 60 minuten gevolgd door langzaam afkoelen, in een oven met geopende deur of buiten de oven in niet-geforceerde lucht. (bijvoorbeeld EN AW-1050 met een dikte tot aan 6,35 mm). Materiaal met een groter plaatdikte kan ook deze warmtebehandeling ondergaan, maar dan moet de procestijd verlengd worden.
- Het afkoelen moet langzaam gebeuren, omdat er anders weer spanningen in het materiaal ontstaan.
- Voor precipitatiehardende aluminium legeringen geldt verwarmen op 415°C (+/- 5°) gedurende 60 tot 90 minuten, gevolgd door langzaam afkoelen, vanaf 415°C tot 230°C in een oven met gesloten deuren. Bijvoorbeeld EN AW-6061 met een dikte tot aan 6 mm. Materiaal met een grotere plaatdikte kan ook deze warmtebehandeling ondergaan, maar dan moet de procestijd verlengd worden.
Deel 2 gaat verder in op: Oplosgloeien en afschrikken en deel 3 gaat over: Precipitatieharden.
Wil jij weten of een warmtebehandeling in jou situatie een optie is?
Geef in het commentaarveld onderaan de pagina een reactie op de vraag: Waarom zou jij een warmtebehandeling toe willen passen? Vergeet niet de legering te vermelden!
Je ontvangt van ons de het vervolg op dit Blog in pdf én de toestanden van aluminium in een handig overzicht.
Succes met het ontwikkelen van je volgende aluminium product!
Aluminium groet
In samenspraak met Gastblogger Cor van Tilborgh
Ellen Vaders
door Ellen Vaders | sep 25, 2017 | aluminium, extrusie, toestand, walsen
Aluminium toestanden verklaard.
De mechanische eigenschappen van het materiaal aluminium worden door verschillende factoren bepaald. De toestand van het materiaal is zeer belangrijk voor de eigenschappen. Maar wat is een toestand nu eigenlijk? Hoe moet je dat zien en wat betekent dat? Waarom zijn er zoveel verschillende, en als je deze dan opzoekt, is het nog steeds niet duidelijk.
In dit blog zal ik inzage geven in de verschillende toestanden.
Nadat het aluminium van gesmolten fase in een vaste vorm gegoten wordt zijn er voor kneedlegeringen nog de nodige bewerkingen nodig om het materiaal te “tunen”.
Het gegoten product wordt eerst homogeen gemaakt. Je kan je voorstellen dat, als het materiaal aan de buitenkant wordt afgekoeld, dit in het midden gewoon langzamer gaat. Dit heeft o.a. invloed op de plek waar legeringselementen zich verzamelen. Voor een wals plak -slab- en een perspaal -billet is na het gieten de eerste stap het materiaal homogeen gloeien. Hierbij worden de legerings elementen homogeen verdeeld door het materiaal.
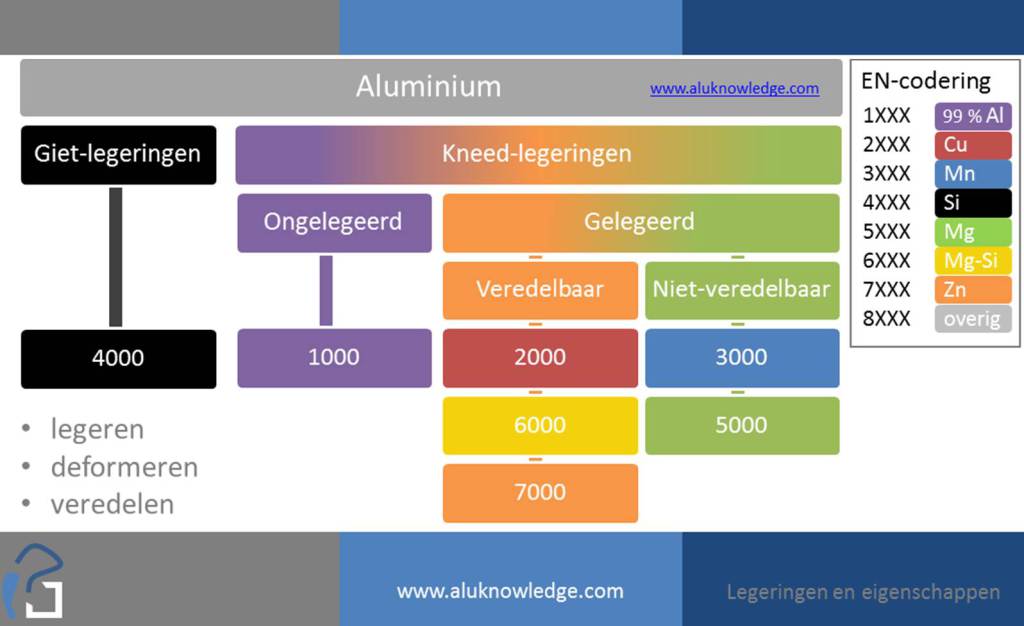
De stap hierna is afhankelijk van het proces en de legering. Legeringen in de 1000, 3000, 5000, zijn niet door een warmtebehandeling te versterken maar deze kunnen wel door deformeren/vervormen koud verstevigd worden.
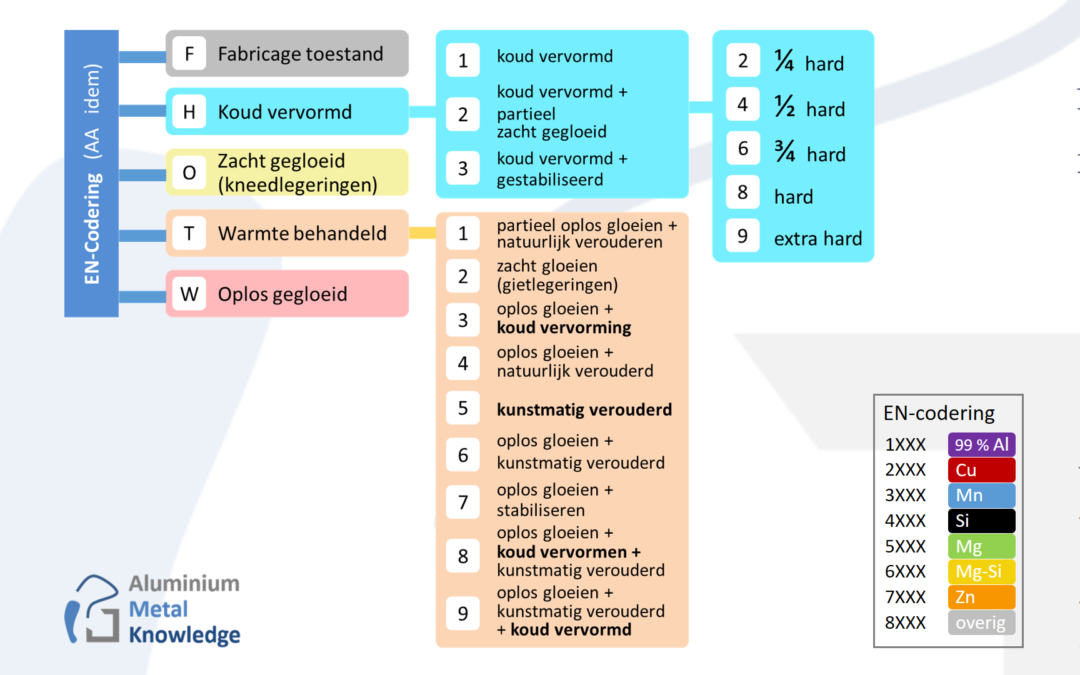
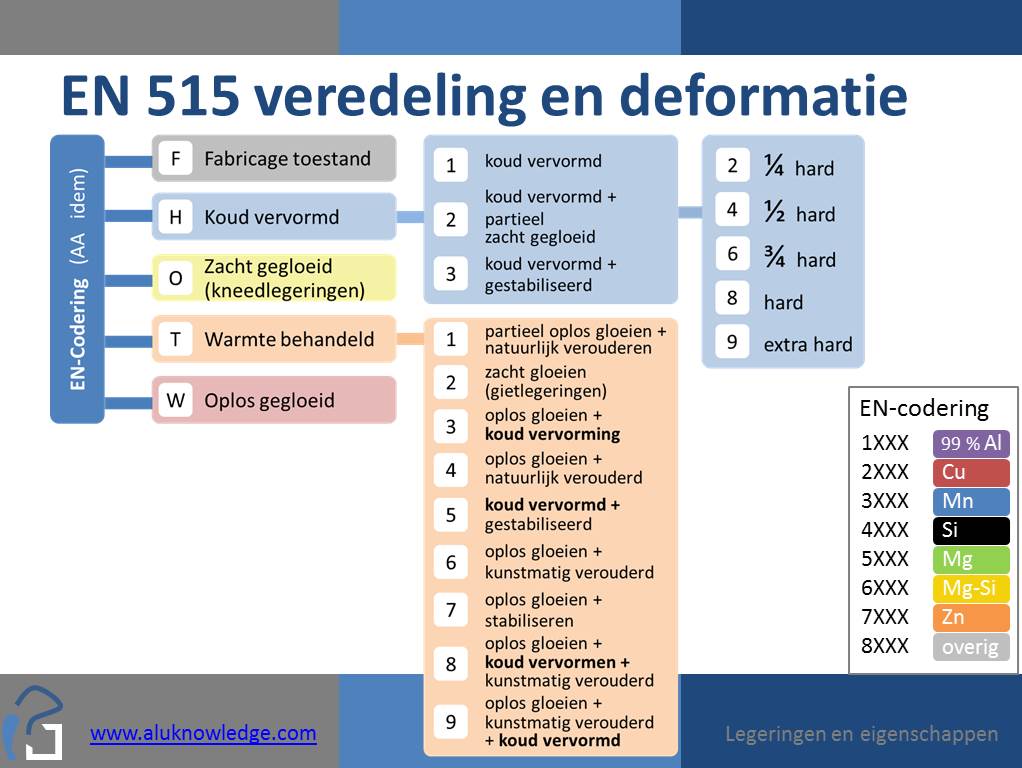
Koudverstevigen H
Voor het koudverstevigen zijn 3 hoofdaanduidingen gedefinieerd. H1xx H2xx en H3xx. Dit zegt iets over de wijze van koudvervormen, al of niet gestabiliseerd. Het tweede getal zegt iets over de mate van vervorming. (Vervorming wordt ook wel deformatie genoemd.) Het derde getal dat soms wordt toegevoegd is nog een verdere differentiatie.
Deze aanduidingen zijn vermeld in de lijst toestanden met aluminium. De eigenschappen die je vervolgens van deze kwaliteit mag verwachten vind je in de norm of in Alu-Key waar deze toegankelijk zijn opgenomen.
Zacht gegloeid O
De O aanduiding kun je ook tegenkomen, O staat voor zacht gegloeid. Dit wordt vaak voor plaat in zachte kwaliteit gebruikt. De eigenschappen, zoals afgesproken middels de norm, moeten ook hier gerealiseerd worden! O3 kom je tegen voor gehomogeniseerde walsplakken. Voor een voorbeeld van een product kun je denken aan spanningsarme gegoten plaat t.b.v. de verspaning.
Thermisch behandeld T
De legeringen in de 2000, 6000, en 7000 reeks zijn warmte behandelbaar. Met een warmtebehandeling kun je deze legeringen versterken. Deze legeringen kom je in profiel vaak tegen in de T6, T66 en T4 kwaliteit. Wat betekent dat nu? T staat voor thermisch behandeld. De billet wordt homogeen aangeleverd, wordt opgewarmd voor het extrusieproces , hierbij krijgen de legerings elementen de gelegenheid op te lossen; oplosgloeien. (Deze temperatuur ligt lager dan voor het homogeniseren, zo rond de 450/500 graden C)
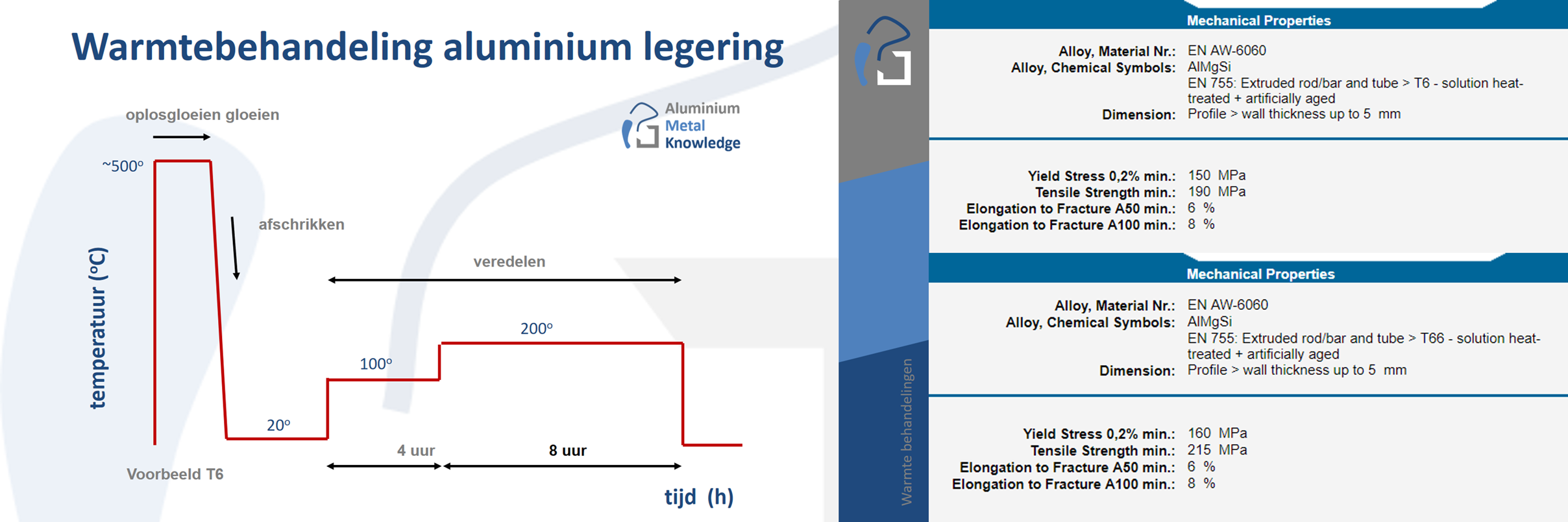
Het verschil tussen T4 en T6 is dat T4 natuurlijk uitgehard is en er voor T6 en T66 een stap in de oven plaatsvindt waardoor veroudering sneller gaat en resulteert in betere mechanische eigenschappen.
Het verschil tussen T6 en T66 is dat er voor de T66 middels speciale proces controle nog hogere mechanische eigenschappen worden gerealiseerd. In de norm/Alu-Key vind je weer eigenschappen die je dan van het materiaal mag verwachten.
VOORBEELD zie rechts hierboven
Voor een dikke plaat zie je hier vaak T651. De stappen hier zijn homogeen gloeien van de walsplak. Vaak komt een walsplak op deze manier de fabriek voor dikke plaat binnen. Daarna wordt ook hier oplosgegloeid, vervolgens wordt de plak een vast gedefinieerde hoeveelheid gestrekt en vervolgens warmte behandeld, ofwel kunstmatig verouderd en gezaagd tot platen.
Tenslotte
Bij de beschrijvingen van de verschillende toestanden wordt er globaal beschreven wat er zoal benodigd is om de eigenschappen behorend bij deze toestand te bereiken. Het is geen standaard recept dat kan worden beschreven en toegepast. Het recept is per type product en per fabriek verschillend.
Dit geeft aan hoeveel moeite er gestoken wordt om het materiaal in exact de juiste structuur met de juiste eigenschappen te realiseren voor jouw product.
Wil jij overzicht in alle aluminium toestanden? Geef antwoord op de vraag: Wat wil jij weten over warmte behandelen van aluminium of een specifieke toestand? Zet dit hieronder in het commentaarveld. Je ontvang het complete overzicht met aluminium toestanden na plaatsing.
door Ellen Vaders | sep 27, 2016 | aluminium expertise, extruderen, extrusie, kneedlegering, legeringskeuze, profiel, toestand
Aluminium extrusie: thermomechanisch omvormen van aluminium
Aluminium extrusie is een plastisch vormgevingsproces waarin een voorverwarmd stuk aluminium, de billet, wordt omgevormd tot een langwerpig halffabrikaat met een constante dwarsdoorsnede, het profiel. De aluminium billet wordt daarbij door een plunjer met grote kracht door een één of meer matrijsopeningen geperst. De vorm van de opening in de matrijs bepaalt de profielvorm.
Extrusie is een veelzijdig proces waarmee een scala aan productvormen kan worden gerealiseerd. Met extrusie kunnen bijvoorbeeld kleine profielen met een typische afmetingen van enkele millimeters en een gewicht van enkele grammen per meter worden geproduceerd tot en met extreem grote en zware profielen met typische afmetingen van circa 1 meter en een gewicht van meer dan 100 kg/m. Profielen kunnen onderverdeeld worden in volprofielen en holle profielen. Bij volprofielen is de vorm vastgelegd door de buitencontour van het profiel. In holprofielen zijn er daarnaast één of meer holtes in de profieldoorsnde, een holle ruimte omsloten door aluminium. Veel van de aluminium kneedlegeringen kunnen door extrusie gevormd worden.

Legeringen
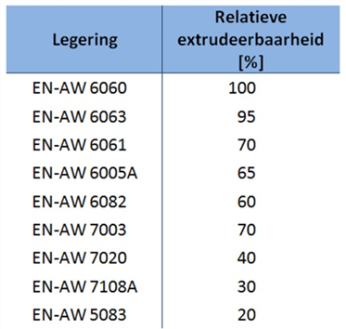 De legeringen voor extrusie zijn onderverdeeld in niet-verouderbare legeringen en legeringen die na extrusie kunnen worden warmte behandeld, veelal met als doel een verhoging van de sterkte. De verschillende legeringen hebben specifieke toevoegingen om de eigenschappen van met materiaal te beïnvloeden. De verschillende hoofdlegeringsgroepen worden toegelicht in de online aluminium training. De legeringselementen hebben effect op de extrudeerbaarheid. Zo heeft bijvoorbeeld de toevoeging van magnesium een sterk negatief effect op het vloeigedrag. Er is dan een hogere perskracht nodig om het materiaal te vervormen. Ook zal de toevoeging van legeringselementen het materiaal eerder doen smelten als de temperatuur oploopt. In de tabel is de verwerkbaarheid van veel voorkomende extrusielegeringen weergegeven, gerangschikt op basis van de relatieve extrudeerbaarheid ten opzicht van de zeer veel toegepaste legering EN-AW 6060.
De legeringen voor extrusie zijn onderverdeeld in niet-verouderbare legeringen en legeringen die na extrusie kunnen worden warmte behandeld, veelal met als doel een verhoging van de sterkte. De verschillende legeringen hebben specifieke toevoegingen om de eigenschappen van met materiaal te beïnvloeden. De verschillende hoofdlegeringsgroepen worden toegelicht in de online aluminium training. De legeringselementen hebben effect op de extrudeerbaarheid. Zo heeft bijvoorbeeld de toevoeging van magnesium een sterk negatief effect op het vloeigedrag. Er is dan een hogere perskracht nodig om het materiaal te vervormen. Ook zal de toevoeging van legeringselementen het materiaal eerder doen smelten als de temperatuur oploopt. In de tabel is de verwerkbaarheid van veel voorkomende extrusielegeringen weergegeven, gerangschikt op basis van de relatieve extrudeerbaarheid ten opzicht van de zeer veel toegepaste legering EN-AW 6060.
Proces
Aluminium extrusie is een thermomechanisch vormgevingsproces. Dat wil zeggen dat het omvormen van de billet gebeurt door vervorming van het materiaal bij verhoogde temperatuur. De verhoogde temperatuur is noodzakelijk om het aluminium in een zachte, kneedbare toestand te brengen, zodat het omvormen mogelijk wordt. Tijdens het extrusieproces warmt het materiaal verder op door vervormingsenergie en wrijving, waarbij de temperatuur kan oplopen tot 450-550°C en soms zelfs nog hoger. De maximum procestemperatuur wordt begrensd door het punt waar de eerste legeringsfasen in het aluminium beginnen te smelten.
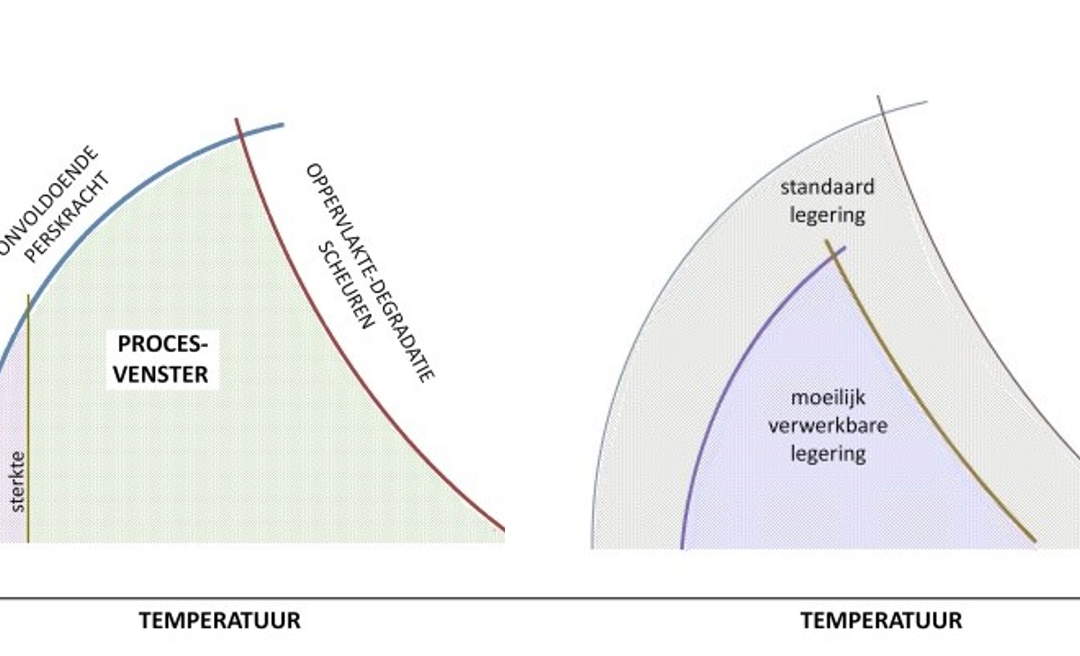
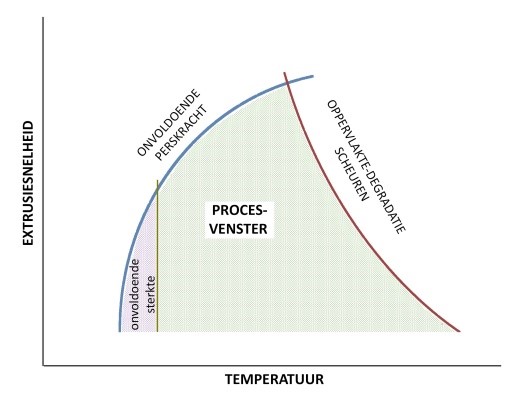 Als deze temperatuur wordt benaderd dan gaat de oppervlaktekwaliteit van het profiel sterk achteruit door de vorming van extrusiestrepen en/of “pick-up” : dit zijn kleine deeltjes aluminium die op het oppervlak vastkleven. Boven deze temperatuur verliest het materiaal zijn sterkte en zal het profiel oppervlaktefouten gaan vertonen of zelfs gaan scheuren. Bij een te lage temperatuur is het aluminium onvoldoende kneedbaar en is er onvoldoende perskracht om het materiaal door de matrijs te persen. Ook zal bij een te lage temperatuur het aluminium niet in de juiste “toestand” komen, waardoor na de warmtebehandeling niet de vereiste sterktewaarden zullen worden behaald. Het procesvenster is dus een samenspel van vervorming en temperatuur. Dit kan schematisch worden weergegeven in een “limietdiagram” zoals hierboven is weergeven. Het optimum bevindt zich bovenin het limietdiagram, waarbij de extrusieproductiviteit optimaal is, met behoud van goede producteigenschappen. Voor de verschillende legeringen, met hun specifieke verwerkingseigenschappen zoals hierboven beschreven, zal het limietdiagram verschillend zijn. Ook de matrijsuitvoering gerelateerd aan de profielvorm, heeft uitwerking op het diagram en dus op de optimale procesomstandigheden.
Als deze temperatuur wordt benaderd dan gaat de oppervlaktekwaliteit van het profiel sterk achteruit door de vorming van extrusiestrepen en/of “pick-up” : dit zijn kleine deeltjes aluminium die op het oppervlak vastkleven. Boven deze temperatuur verliest het materiaal zijn sterkte en zal het profiel oppervlaktefouten gaan vertonen of zelfs gaan scheuren. Bij een te lage temperatuur is het aluminium onvoldoende kneedbaar en is er onvoldoende perskracht om het materiaal door de matrijs te persen. Ook zal bij een te lage temperatuur het aluminium niet in de juiste “toestand” komen, waardoor na de warmtebehandeling niet de vereiste sterktewaarden zullen worden behaald. Het procesvenster is dus een samenspel van vervorming en temperatuur. Dit kan schematisch worden weergegeven in een “limietdiagram” zoals hierboven is weergeven. Het optimum bevindt zich bovenin het limietdiagram, waarbij de extrusieproductiviteit optimaal is, met behoud van goede producteigenschappen. Voor de verschillende legeringen, met hun specifieke verwerkingseigenschappen zoals hierboven beschreven, zal het limietdiagram verschillend zijn. Ook de matrijsuitvoering gerelateerd aan de profielvorm, heeft uitwerking op het diagram en dus op de optimale procesomstandigheden.
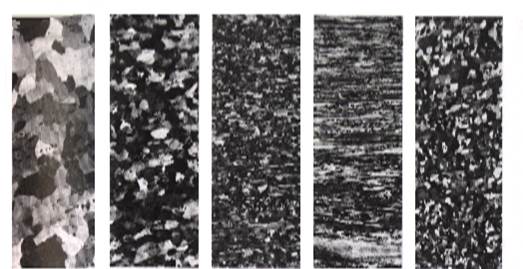
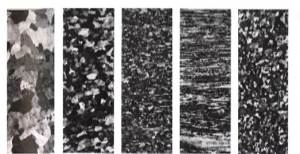
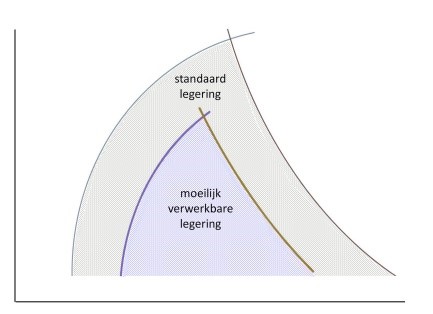 Hiernaast is een voorbeeld getoond van de limietdiagrammen voor twee legeringen met verschillende verwerkingseigenschappen. Duidelijk is te zien dat een moeilijk verwerkbare legering een kleiner procesvenster heeft met een lagere optimale productiviteit. Een ander effect van het thermomechanisch omvormen is de uitwerking op de kristalstructuur van het aluminium. Afhankelijk van de legering zal het materiaal kunnen rekristalliseren, waarbij de door extrusie sterk vervormde metaalstructuur zich herstelt en er zich “nieuwe” kristallen zullen vormen. Als gevolg van de procesomstandigheden kan de grootte van deze nieuwe kristallen op verschillende plaatsen in het profiel verschillend zijn. Dit uit zich dan vooral na het (met name decoratief) anodiseren van profielen, waar de onderliggende kristalstructuur zich op het zichtvlak manifesteert als ongewenste langsstrepen. Door een goede combinatie van matrijsontwerp, legeringskeuze en procesomstandigheden kan het risico op het optreden van dit fenomeen worden voorkomen.
Hiernaast is een voorbeeld getoond van de limietdiagrammen voor twee legeringen met verschillende verwerkingseigenschappen. Duidelijk is te zien dat een moeilijk verwerkbare legering een kleiner procesvenster heeft met een lagere optimale productiviteit. Een ander effect van het thermomechanisch omvormen is de uitwerking op de kristalstructuur van het aluminium. Afhankelijk van de legering zal het materiaal kunnen rekristalliseren, waarbij de door extrusie sterk vervormde metaalstructuur zich herstelt en er zich “nieuwe” kristallen zullen vormen. Als gevolg van de procesomstandigheden kan de grootte van deze nieuwe kristallen op verschillende plaatsen in het profiel verschillend zijn. Dit uit zich dan vooral na het (met name decoratief) anodiseren van profielen, waar de onderliggende kristalstructuur zich op het zichtvlak manifesteert als ongewenste langsstrepen. Door een goede combinatie van matrijsontwerp, legeringskeuze en procesomstandigheden kan het risico op het optreden van dit fenomeen worden voorkomen.
Nadat het profiel de extrusiepers verlaat wordt het materiaal afgekoeld. Afhankelijk van het type profiel en de legering wordt dit bewerkstelligd met geforceerde lucht of water. Dit laatste kan in de vorm van mist- of nevelkoeling, of voor zeer zware profielen, door middel van een staande golf in een waterbak waar het profiel doorheen wordt geleid. Door het koelen is het profiel sneller handelbaar. Het belangrijkste is echter dat de microstructuur wordt “ ingevroren” waardoor de sterkte van het profiel gunstig beïnvloed wordt. De navolgende warmtebehandeling, het verouderen maakt dit proces van versterken voor een veredelbare legering compleet. Deze procesroute is voor veel legeringen uit de 6000 en 7000-klasse toepasbaar (niet voor de 5000 reeks). Voor zwaa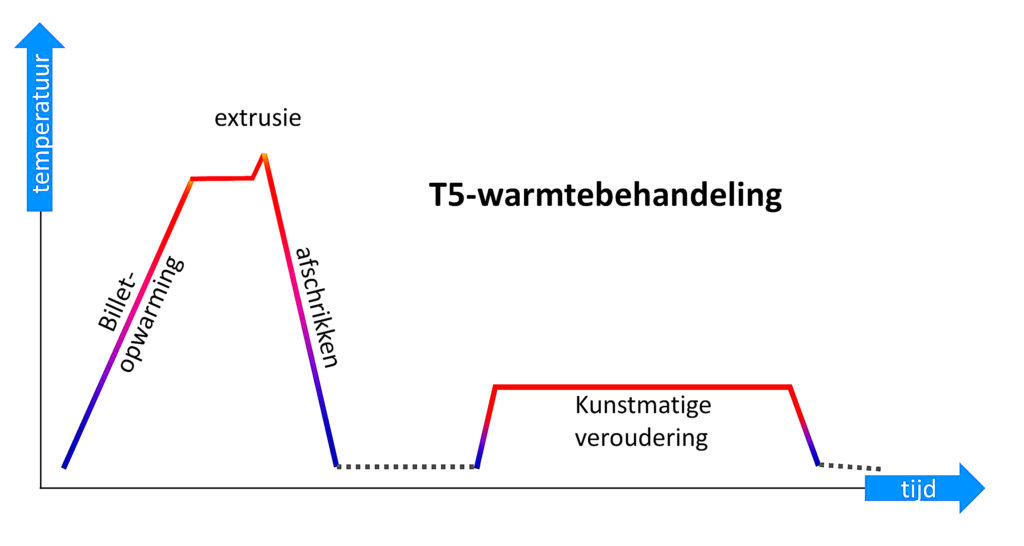 rdere profielen of specifieke legeringen (in bijv. de 2000 & 7000 reeks) kan het product onvoldoende snel worden
rdere profielen of specifieke legeringen (in bijv. de 2000 & 7000 reeks) kan het product onvoldoende snel worden
afgekoeld. In dat geval vindt er een tussenstap plaats, waarbij het profiel in een aparte oven nogmaals wordt opgewarmd tot een hoge temperatuur ca. 550°C en daarna wordt afgeschrikt in een vloeistofbad. Aansluitend kan het profiel dan worden verouderd: het gedurende enkele uren gloeien van het materiaal op een verhoogde temperatuur (typisch rond 200°C) waardoor de sterkte van het product aanzienlijk toeneemt.
Zoals je leest vereist het produceren van kwalitatief hoogwaardige profielen proceskennis. Tevens is een gedegen inzicht in de eigenschappen van de extrudeerbare aluminiumlegeringen benodigd.
Andrew den Bakker, Hartelijk dank voor het delen van je kennis!
Wil je dat Andrew contact met jou opneemt? mail Andrew direct.
Welke van de bovenstaande onderwerpen is voor jouw een ‘eye’ opener of wil je meer van weten? Laat het alsjeblieft weten in het commentaarveld hieronder. De eerste 3 krijgen een super aanbod voor de net nieuwe online training: aluminium legeringen meer info.
Ik zie je reactie tegemoet!
Wil je op de hoogte gehouden worden over Aluminium? schrijf je nu in en ontvang 1x per maand de update.
door Ellen Vaders | sep 29, 2015 | aluminium, engineering, toestand
Het materiaal aluminium wordt op ingenieuze wijze in de juiste “gesteldheid” gebracht voor zijn beoogde toepassing.
Hiervoor zijn verschillende facetten die bijdragen aan een optimale materiaal toestand. Er worden er in dit Blog drie besproken:
- Versterken van het materiaal
- Kristalstructuur
- Energie absorptie en rek
Zuiver aluminium is niet echt sterk. Om het materiaal sterker te maken zijn er verschillende mogelijkheden.
 Door aluminium te legeren, veredelen en/of te deformeren kun je het materiaal versterken. Middels het toevoegen van de juiste legeringselementen zorg je ervoor dat het materiaal sterker en harder wordt. Het ene legeringselement is beter op te lossen dan het andere. Het ene levert meer verhoging van sterkte op, zoals koper, dan het andere, bijvoorbeeld Mangaan.
Door aluminium te legeren, veredelen en/of te deformeren kun je het materiaal versterken. Middels het toevoegen van de juiste legeringselementen zorg je ervoor dat het materiaal sterker en harder wordt. Het ene legeringselement is beter op te lossen dan het andere. Het ene levert meer verhoging van sterkte op, zoals koper, dan het andere, bijvoorbeeld Mangaan.
Legeringen met koper zijn echter minder corrosie bestendig en legeringen met Mangaan zijn weer heel goed vervormbaar tot producten zoals felsdaken en dakgoten. Niet alleen het hoofd legeringselement is van belang maar de complete mix van alle legeringselementen verzorgen de eigenschappen en dus de prestaties van een legering. Het is te vergelijken met koken. Neem het recept en de peper en zout zijn het die het gerecht op smaak maken.
De kristalstructuur
Afhankelijk van de vervaardiging verkrijgt het materiaal zijn kristalstructuur, bijvoorbeeld al of geen korrelverfijner en/of de mate van deformatie (harding), etc. Deze structuur wordt bewust voor een legering en zijn toepassing aangebracht zodat bijvoorbeeld de vervormbaarheid in een latere processtap ideaal kan worden ingezet. (Voorbeeld)
Energie absorptie en rek
Voor botsveilige lichtmasten of crashboxen in transportvoertuigen is het van belang dat een materiaal energie op kan nemen. Dit betekent dat het materiaal in staat moet zijn om te gaan vervormen om waarmee energie wordt opgenomen.

Bron afbeelding: crash alloy
Mede door de FFC kristalstapeling (Face Centered Cubic Structure ofwel kubisch vlakken gecentreerde dichtste bolstapeling) van aluminium in combinatie met de juiste sterkte & rek eigenschappen is een optimale energie opname te realiseren.
Echter je moet dit wel bewust aanbrengen in je materiaal. Een extrusie kwaliteit zal hiermee niet standaard worden toegerust.
Een ander voorbeeld. Wil je een aluminium extrusie buis of profiel nog gaan buigen, bestel dan bij voorkeur een T4 toestand i.p.v. het standaard T6. T4 wordt ook wel betiteld als de buigkwaliteit.
Hierbij een overzicht van de toestanden in aluminium.
Wil je alle toestanden en hun betekenis overzichtelijk op een rij. Klik hier en je verkrijgt het complete overzicht als PDF.
Tegen welke toestand met aluminium ben jij aangelopen en voldeed deze?
Wil je op de hoogte gehouden worden van de Blogs van Aluminium Metal Knowledge schrijf je in
Heb je aanvullingen en/of andere relevante opmerkingen, deel hieronder.
