door Ellen Vaders | feb 26, 2018 | aluminium, aluminium advies, aluminium expertise, extrusie, lassen, optimaal ontwerp
What is the length of the Heat affected zone, HAZ?
.
Engineers would like to have rules of thump.
So if we make a welding connection between tubes in the range of 50mm what would the size of the HAZ be? Although I would love to make the world of the engineers a bit easier this question cannot be addressed by a quick answer.
Due to the heat impact the material properties are negatively influenced. The higher the heat input is the more the mechanical properties of the alloys are influenced, for aluminium in the 5000 as well as in the 6000 series. For a tube in the 6000 alloy’s series this means that the mechanical values of a tube in T6 quality are approximately degraded to the T4 value at best (after a recovery period of ~3 months).
How come we can not give a straight answer to the question what length of the area is influenced?
The length of the HAZ is influenced by the heat input of the welding process. So the process type but also all the parameters of the welding process. (current, arc voltage, travel speed, etc.)
.
Two tips for the best result:
1. For MIG welding high current, high travel speed. (snoerend lassen NL)
2. For multilayer welds the interpass temperature of 50° C should be respected, independent of material thickness.
With these tips heat input is relatively low, full penetration in the weld is received, lack of fusion prevented and mechanical strength optimal as possible.
.
You can compare it with preparation of the famous Dutch kroket (Croquette). Welding aluminium is optimal if the heat input is balanced in the right way, for a kroket; shortly hot fried, delivering a nice brown crispy crust is and the meat inside warm but still relatively cold.
.

.
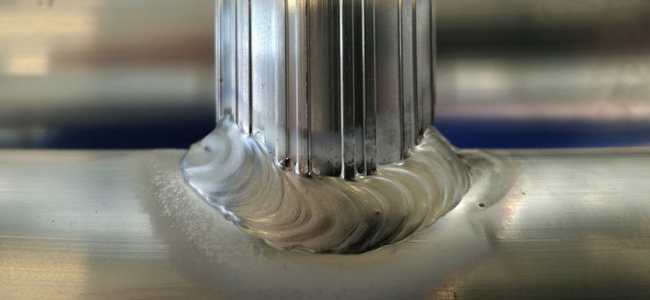
Welding an aluminium tube to a casted bracket the bond-design is somewhat “secured”. If the heat input was too high the weld pool will sag through the weld, if the heat input is too low there is not enough fusion in the weld. Both ways the weld is disqualified.
For specific applications the HAZ can be determined, but if welder or weld supplier or any other parameter changes you better redo your qualification. To determine the quality of the weld best is to do a pre-production welding test and submit it to mechanical testing. To measure the HAZ you can ask a testcenter to investigate the microstructural material changes. If your process is stable you have some information about the length of the HAZ for FEM calculations.
For welding best rule of thump is place the joint at the area with the lowest strains as possible.
.
Are you an engineer and do you need to know more about a weld design for your application? Please type your question in the comment box below. If you are qualified I am willing to discuss your training needs or the design support you are looking for.
Other valuable input for engineers is also welcome and will be appreciated.
Aluminium greetings
Ellen. Many thanks for your input Kees Veeken!

door Ellen Vaders | okt 24, 2016 | aluminium, aluminium advies, aluminium expertise, lassen, poreus, recycling
Lassen van aluminium
Aluminium is een metaal dat door middel van lassen goed te verbinden is. Het vergt echter specifieke kennis en vaardigheden. Als we praten over problemen bij het lassen van aluminium hebben we het al snel over poreusheid van de las. Er zijn natuurlijk meerdere mogelijke problemen waar men bij het lassen van aluminium tegenaan kan lopen, poreusheid is de nummer 1.
Waarom poreusheid problemen geeft, is in eerste instantie natuurlijk de betrouwbaarheid, lees sterkte, van de las. Een poreuze las betekent afkeur. Dat kan door de kwaliteitsbeoordelaar als afkeur worden bestempeld of doordat de gewenste sterkte van de las niet gehaald kan worden. Ook bestaat de kans dat de las op visuele aspecten door een klant wordt afgekeurd, of dat er een extra plamuurlaag na het slijpen van de las nodig is om de coatinglaag er strak en netjes op te kunnen zetten.
Kortom poreusheid kost geld.
Wat kun je doen om poreusheid van de aluminiumlas te voorkomen?
Vloeibaar aluminium heeft sterk de neiging om waterstof op te nemen. In vast aluminium is waterstof nauwelijks in opgeloste vorm mogelijk, na stolling zorgt het waterstof voor poreusheid in de las. Om aluminium betrouwbaar te lassen en poreusheid te voorkomen moeten de juiste omstandigheden gecreëerd worden.
Graag deel ik hiervoor de 5 tips:
1. Las in lage luchtvochtigheid
2. Werk met een schoon oppervlak
3. Zorg voor voldoende schermgas en stabiliteit van de gasboog/flow
4. Werk met ‘schoon’ lasdraad
5. Spoel slangenpakket voor aanvang van het lassen door
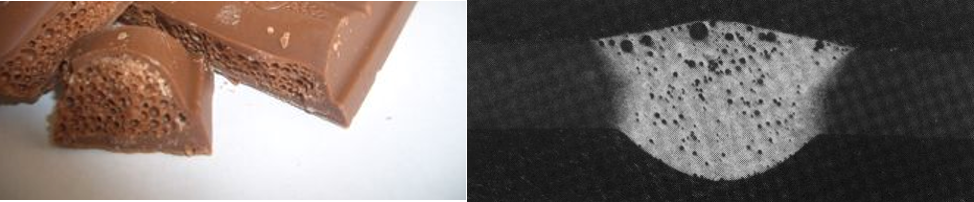
Chocolade poreusheid Extreme poreusheid in aluminiumas
Las in lage luchtvochtigheid
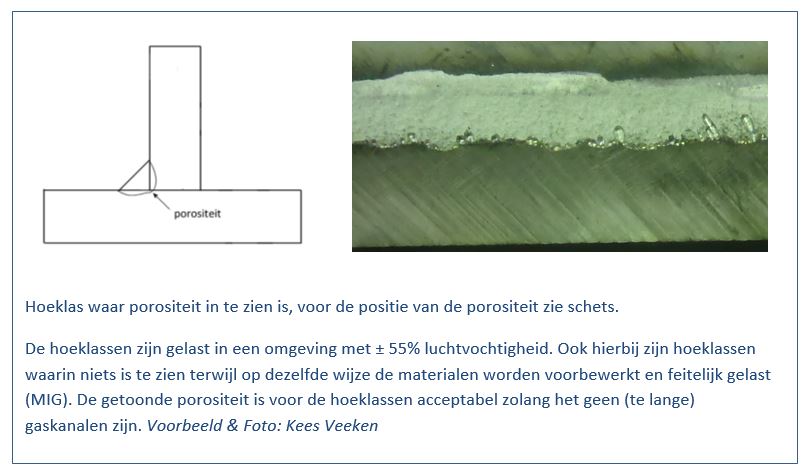
De luchtvochtigheid van de omgeving is in grote mate bepalend voor de poreusheid van de las. Las bij voorkeur in omstandigheden met een luchtvochtigheid van 40% of lager. Bij een luchtvochtigheid van 60% of hoger zal je poreusheid in de las tegen komen, ook als je alle andere zaken in orde hebt.
Werk met een schoon oppervlak
Voor het lassen is het aan te raden de oxides te verwijderen van het te lassen oppervlak. Ook vetten en andere verontreinigingen leveren afbreuk aan de kwaliteit van de las op. Afhankelijk van de vorm van het product, de legering en de aantallen zijn er processen in te richten die het werkstuk van een schoon oppervlak voorzien. Een veel gebruikte aanpak is ontvetten en schuren/slijpen.
Na deze behandeling, geen dag laten liggen! maar zo snel mogelijk het werkstuk lassen. Uiterlijk binnen 8 uur. Daarna is de oxide huid weer aangegroeid en een hoop werk voor niets gedaan.
Zorg voor voldoende schermgas en stabiliteit van de gasboog/flow
Gaat de deur open van, bijvoorbeeld, de loods waar gewerkt wordt, heeft dit consequenties voor de stabiliteit van de lasboog. De gasstroom wordt verstoord. Dit betekent dat het lasbad niet volledig wordt afgeschermd door het inerte gas en vocht uit de omgeving in aanraking komt met het vloeibare aluminium. Hierdoor zal opname van waterstof in de lasnaad plaatsvinden.
Werk met ‘schoon’ lasdraad
 Lasdraad wordt netjes verpakt en geconditioneerd aangeleverd. Hier wordt moeite gedaan om zo min mogelijk oxides op de lasdraad te realiseren. Dit betekent dat eind van de dag, en zeker, voor het weekend, het lasdraad opgebruikt moet worden of netjes in geconditioneerde omstandigheden terug moet worden opgeslagen. Oxides kunnen namelijk ook verantwoordelijk zijn voor waterstofopname in de las.
Lasdraad wordt netjes verpakt en geconditioneerd aangeleverd. Hier wordt moeite gedaan om zo min mogelijk oxides op de lasdraad te realiseren. Dit betekent dat eind van de dag, en zeker, voor het weekend, het lasdraad opgebruikt moet worden of netjes in geconditioneerde omstandigheden terug moet worden opgeslagen. Oxides kunnen namelijk ook verantwoordelijk zijn voor waterstofopname in de las.
Oxides van aluminium zijn bijna net zo zwaar als ijzeroxides. Echter het soortelijk gewicht van aluminium zelf is 3x minder dan van staal. Bij staal blijft de oxide drijven op de smelt, bij aluminium kunnen de oxides als je niet goed op past in de smelt zakken. Boven het hoofd lassen heeft dit nadeel niet, echter dit is een lastige laspositie.
Spoel slangenpakket voor aanvang van het lassen door
Last but not least, spoel het slangenpakket voor het lassen van aluminium door. In het slangenpakket wordt draad en het gasmengsel toegevoerd naar de toorts. Wanneer het lasapparaat een tijdje heeft stilgestaan is het gas verdwenen en is de omgevingslucht aanwezig. Voor het lassen eerst doorspoelen zodat deze gevuld is met het gewenste gasmengsel en dan pas beginnen met lassen, om een goede afscherming van het lasbad te kunnen garanderen.
Poreusheid is altijd in geringe mate aanwezig
Ook als je alle bovenstaande voorzieningen hebt getroffen is het niet geheel uit te sluiten. Er zit altijd wel een belletje in omdat ook in 40% luchtvochtigheid nog altijd waterstof beschikbaar is. De lasnormen accepteren waterstof in de aluminiumlas, meer dan in staal, omdat bekend is dat het onvermijdelijk is. Bij een goede las is het echter minimaal.
Heb jij vragen over het lassen van aluminium? of zou je als ontwerper meer kennis over het lassen willen krijgen? Heb je interesse in een lascursus voor ontwerpers?
Vul dan deze vragenlijst in, dan ontvang je van mij een hand-out met de verschillende aluminium lasprocessen op een rij. Natuurlijk kun je hieronder ook je reactie geven.
Ben jij engineer en heb je een vraag over aluminium lassen van jullie product neem contact op.
door Ellen Vaders | mrt 20, 2015 | aluminium, aluminium advies, lassen, legeringskeuze
Voor het lassen van aluminium is de keuze van de lastoevoerdraad van belang voor de kwaliteit van de las. In dit schrijven worden de basisprincipes zo eenvoudig mogelijk uiteengezet zodat het kiezen van een lastoevoegmateriaal eenvoudig te beredeneren/bepalen is.
Over het algemeen kies je de lasdraad bij het aluminium die qua samenstelling zo dicht mogelijk overeenkomt met de kwaliteit van het te lassen materiaal.
De hoeveelheid Magnesium mag iets hoger liggen omdat dit tijdens het lassen deels verdwijnt/verbrandt. En voor de vloeibaarheid en het vloeien zijn Silicium en Mangaan weer van belang als legeringselement.
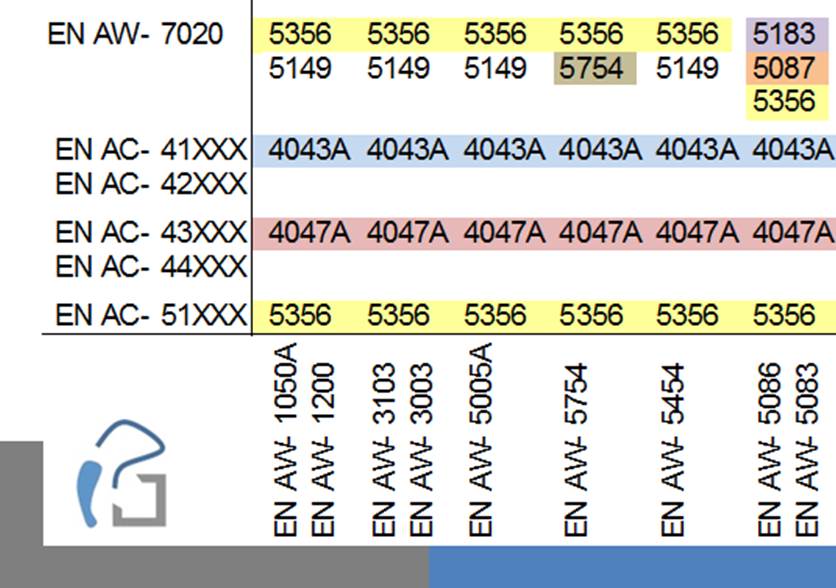
Hieronder zie je de keuze tabel voor de lastoevoerdraad. Hier mag je wel iets van afwijken maar alleen als je weet waarom, en dat dat geëigend is.
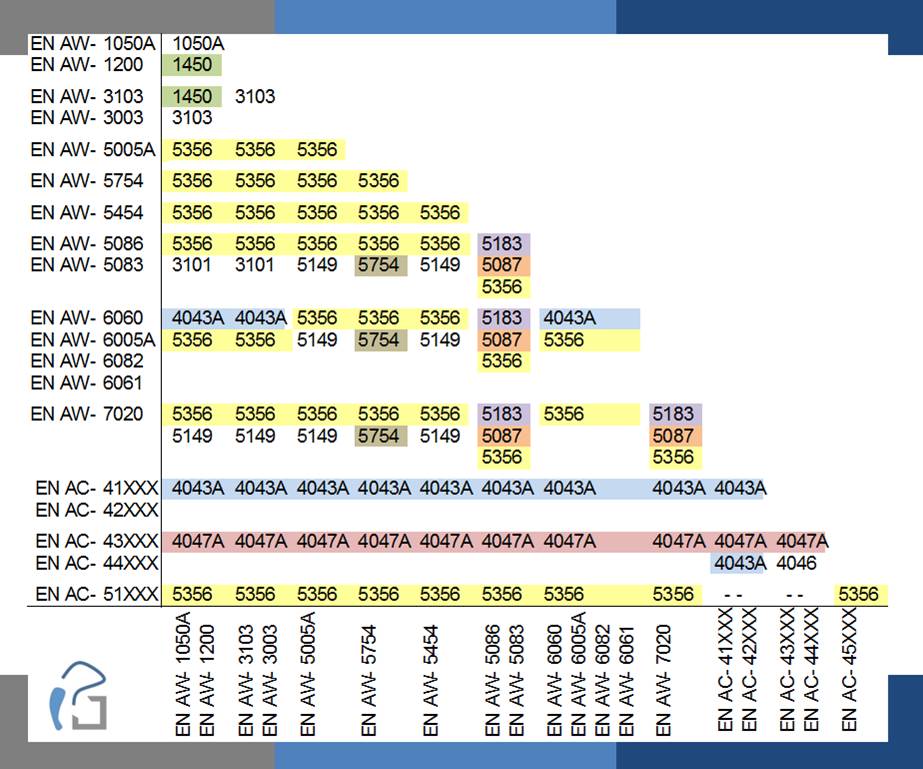
Behalve het proces is natuurlijk ook het eindresultaat en de beoogde prestatie die de applicatie moet gaan leveren van belang. Is het visuele aspect belangrijk en/of wordt het product bijvoorbeeld nog geanodiseerd óf is sterkte en/of vermoeiing het meest kritische voor de toepassing.
Er zijn voor het lassen van aluminium een aantal lastoevoegmaterialen te verkrijgen. (Per leverancier ongeveer 7 verschillende legeringen)
Hiermee zijn vele lasverbindingen goed te maken. De in de tabel gekleurde kwaliteiten worden vaak toegepast en zijn over het algemeen goed verkrijgbaar in de markt.
Er zijn vaak meerdere keuzes in combinatie met het uitgangsmateriaal, deze staan niet eens allemaal in de tabel vermeld.
Zo wordt in combinatie van de 6000 reeks met de 6000 reeks ook de Al 5183 ingezet. Deze geeft mooie visuele resultaten bij anodiseren en presteert sterkte technisch ook erg goed. Ter voorkoming van warmscheuren pakt men echter liever de Al 4043 kwaliteit, maar de mechanische sterkte is hier lager.
Hieronder een paar voorbeelden van type lasscheuren.
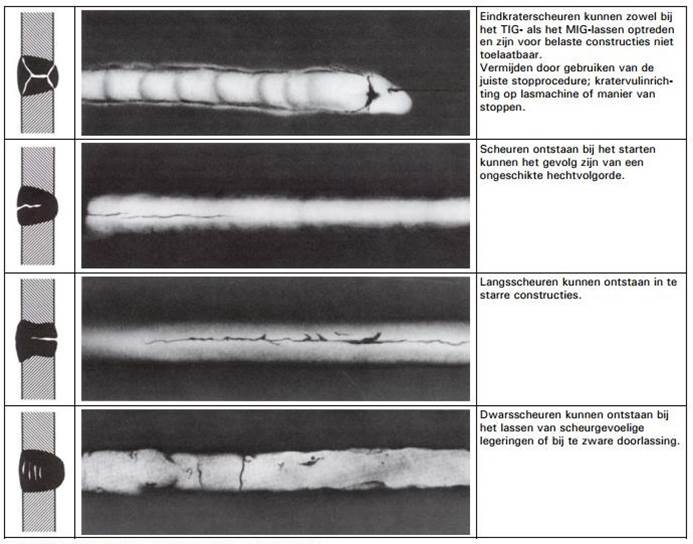 BRON afbeelding: VM83-Lassen van aluminium
BRON afbeelding: VM83-Lassen van aluminium
Met dit BLOG is de keuze van het lastoevoegmateriaal inzichtelijk gemaakt. Ik hoop dat dit helpt voor het maken van de keuze.
Mocht je een aanvulling of een vraag hebben graag je reactie hieronder. Wil je je verder verdiepen en de gebruikte bronnen raadplegen laat hier je mail adres achter.