
Lassen van aluminium
Aluminium is een metaal dat door middel van lassen goed te verbinden is. Het vergt echter specifieke kennis en vaardigheden. Als we praten over problemen bij het lassen van aluminium hebben we het al snel over poreusheid van de las. Er zijn natuurlijk meerdere mogelijke problemen waar men bij het lassen van aluminium tegenaan kan lopen, poreusheid is de nummer 1.
Waarom poreusheid problemen geeft, is in eerste instantie natuurlijk de betrouwbaarheid, lees sterkte, van de las. Een poreuze las betekent afkeur. Dat kan door de kwaliteitsbeoordelaar als afkeur worden bestempeld of doordat de gewenste sterkte van de las niet gehaald kan worden. Ook bestaat de kans dat de las op visuele aspecten door een klant wordt afgekeurd, of dat er een extra plamuurlaag na het slijpen van de las nodig is om de coatinglaag er strak en netjes op te kunnen zetten.
Kortom poreusheid kost geld.
Wat kun je doen om poreusheid van de aluminiumlas te voorkomen?
Vloeibaar aluminium heeft sterk de neiging om waterstof op te nemen. In vast aluminium is waterstof nauwelijks in opgeloste vorm mogelijk, na stolling zorgt het waterstof voor poreusheid in de las. Om aluminium betrouwbaar te lassen en poreusheid te voorkomen moeten de juiste omstandigheden gecreëerd worden.
Graag deel ik hiervoor de 5 tips:
1. Las in lage luchtvochtigheid
2. Werk met een schoon oppervlak
3. Zorg voor voldoende schermgas en stabiliteit van de gasboog/flow
4. Werk met ‘schoon’ lasdraad
5. Spoel slangenpakket voor aanvang van het lassen door
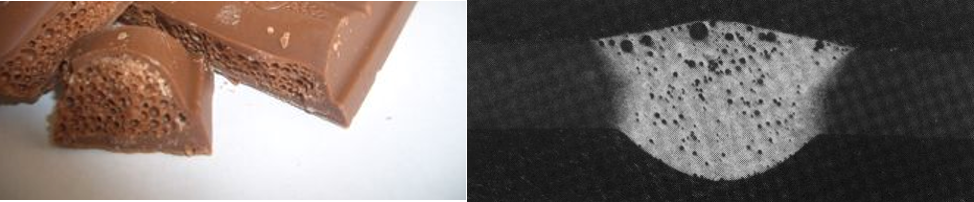
Chocolade poreusheid Extreme poreusheid in aluminiumas
Las in lage luchtvochtigheid
De luchtvochtigheid van de omgeving is in grote mate bepalend voor de poreusheid van de las. Las bij voorkeur in omstandigheden met een luchtvochtigheid van 40% of lager. Bij een luchtvochtigheid van 60% of hoger zal je poreusheid in de las tegen komen, ook als je alle andere zaken in orde hebt.
Werk met een schoon oppervlak
Voor het lassen is het aan te raden de oxides te verwijderen van het te lassen oppervlak. Ook vetten en andere verontreinigingen leveren afbreuk aan de kwaliteit van de las op. Afhankelijk van de vorm van het product, de legering en de aantallen zijn er processen in te richten die het werkstuk van een schoon oppervlak voorzien. Een veel gebruikte aanpak is ontvetten en schuren/slijpen.
Na deze behandeling, geen dag laten liggen! maar zo snel mogelijk het werkstuk lassen. Uiterlijk binnen 8 uur. Daarna is de oxide huid weer aangegroeid en een hoop werk voor niets gedaan.
Zorg voor voldoende schermgas en stabiliteit van de gasboog/flow
Gaat de deur open van, bijvoorbeeld, de loods waar gewerkt wordt, heeft dit consequenties voor de stabiliteit van de lasboog. De gasstroom wordt verstoord. Dit betekent dat het lasbad niet volledig wordt afgeschermd door het inerte gas en vocht uit de omgeving in aanraking komt met het vloeibare aluminium. Hierdoor zal opname van waterstof in de lasnaad plaatsvinden.
Werk met ‘schoon’ lasdraad
 Lasdraad wordt netjes verpakt en geconditioneerd aangeleverd. Hier wordt moeite gedaan om zo min mogelijk oxides op de lasdraad te realiseren. Dit betekent dat eind van de dag, en zeker, voor het weekend, het lasdraad opgebruikt moet worden of netjes in geconditioneerde omstandigheden terug moet worden opgeslagen. Oxides kunnen namelijk ook verantwoordelijk zijn voor waterstofopname in de las.
Lasdraad wordt netjes verpakt en geconditioneerd aangeleverd. Hier wordt moeite gedaan om zo min mogelijk oxides op de lasdraad te realiseren. Dit betekent dat eind van de dag, en zeker, voor het weekend, het lasdraad opgebruikt moet worden of netjes in geconditioneerde omstandigheden terug moet worden opgeslagen. Oxides kunnen namelijk ook verantwoordelijk zijn voor waterstofopname in de las.
Oxides van aluminium zijn bijna net zo zwaar als ijzeroxides. Echter het soortelijk gewicht van aluminium zelf is 3x minder dan van staal. Bij staal blijft de oxide drijven op de smelt, bij aluminium kunnen de oxides als je niet goed op past in de smelt zakken. Boven het hoofd lassen heeft dit nadeel niet, echter dit is een lastige laspositie.
Spoel slangenpakket voor aanvang van het lassen door
Last but not least, spoel het slangenpakket voor het lassen van aluminium door. In het slangenpakket wordt draad en het gasmengsel toegevoerd naar de toorts. Wanneer het lasapparaat een tijdje heeft stilgestaan is het gas verdwenen en is de omgevingslucht aanwezig. Voor het lassen eerst doorspoelen zodat deze gevuld is met het gewenste gasmengsel en dan pas beginnen met lassen, om een goede afscherming van het lasbad te kunnen garanderen.
Poreusheid is altijd in geringe mate aanwezig
Ook als je alle bovenstaande voorzieningen hebt getroffen is het niet geheel uit te sluiten. Er zit altijd wel een belletje in omdat ook in 40% luchtvochtigheid nog altijd waterstof beschikbaar is. De lasnormen accepteren waterstof in de aluminiumlas, meer dan in staal, omdat bekend is dat het onvermijdelijk is. Bij een goede las is het echter minimaal.
Heb jij vragen over het lassen van aluminium? of zou je als ontwerper meer kennis over het lassen willen krijgen? Heb je interesse in een lascursus voor ontwerpers?
Vul dan deze vragenlijst in, dan ontvang je van mij een hand-out met de verschillende aluminium lasprocessen op een rij. Natuurlijk kun je hieronder ook je reactie geven.
Ben jij engineer en heb je een vraag over aluminium lassen van jullie product neem contact op.
Vul hieronder je naam en e-mailadres in en je ontvangt direct het e-book over aluminium legeringen.
Geweldige informatie, wij als lasdraad leverancier worden inderdaad regelmatig met deze feiten geconfronteerd. Vele gebruikers zullen in dit artikel de oplossing kunnen vinden.
certilas.nl
Hallo Ellen,
Wat jij schrijft over poreusiteit is wat iedereen met enige kennis van zaken mij had verteld. Toch kregen we het zelfs onder Iaboratorium omstandigheden niet voor elkaar. Samen met Aga Gas zijn we gaan zoeken. Dat was in 1996. Het resultaat heb ik in 2012 gepubliceerd in het clubblad van kleinmetaal. Zie bijgevoegde link.
Hans van Veen
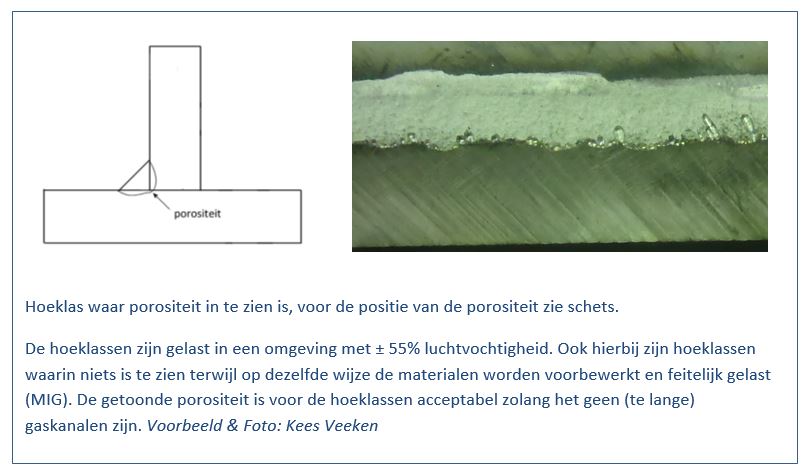
Bij het TIGlassen door twee lassers van een alumiminium koelwaterleiding in twee nauwe warme ruimtes in de laspositie PE, bleek dat steeds bij dezelfde lasser ontoelaatbare porositeit in de las werd geconstateerd met RT. Hierdoor moest zijn ingelaste plaat weer worden verwijderd en dat was inmiddels twee keer gebeurd. Het was een raadsel en iedereen werd nerveus, de K-Centrale moest weer draaien. Een inspecteur van Lloyd’s Register merkte dit probleem naar mij toe op in een gesprek en ik vroeg hem of die lasser erg transpireerde, dat was inderdaad het geval. Hij was veel zwaarder dan de andere lasser, duidelijk niet op zijn gemak in de nauwe ruimte en transpireerde veel, wat bij de andere lasser helemaal niet het geval was. Ik heb geadviseerd om de ruimte waterstof arm te maken door een droge koele luchtstroom in te voeren of het door de andere lasser te laten lassen. Dit was de oplossing en de zo uitgevoerde las was direct acceptabel.
Waterstof heeft de kleinste atomaire omvang van alle atomen en dat geldt ook voor het waterstofmolecuul t.o.v. andere moleculen. Doordat het lichter is dan lucht stijgt het omhoog. Het waterstof molecuul valt onder warmte snel uiteen en atomaire waterstof dringt daarom ook eenvoudig door een grotere argon-atomaire/moleculaire ruimte, zoals het beschermgas rond de hete vlamboog bij het aluminium lassen. In de vlamboog wordt het eenvoudig in het vloeibare aluminium smeltbad opgenomen en bij afkoeling zal een deel door opstijging in de atmosfeer verdwijnen en de rest achterblijven in de poreuze holtes die het doet ontstaan.
Boven het hoofd lassen van aluminium (PE) is daarmee de meest ongunstige situatie i.v.m. waterstof, het wil omhoog, komt in de las en kan er niet meer uit omhoog omdat daar aluminium is om het tegen te houden.
Bij permanent met argon gespoelde slangenpakketten zal tijdens de rustfase, niet lassen, geen waterstof in het slangenpakket binnendringen vanaf het gasmondstuk. Porositeit vanuit het slangenpakket wordt zo tegengegaan. Het lassen met dit zelfde slangenpakket in een omgeving met een hoge luchtvochtigheid, zal het ontstaan van porositeit in de las niet kunnen worden voorkomen, het dringt door de argon beschermgas-atmosfeer de boog binnen. Het streven naar een luchtvochtigheidsgrens beneden de 55% in een lasomgeving voor aluminium is daarom een goed advies.
Dank je wel Peter, Hans en Kees voor jullie reactie en waardevolle aanvullingen. Waterstof kan uit een onverwachte hoek komen. Hoe meten jullie het in de omgeving?
Hygrometertje kopen