What is the length of the Heat affected zone, HAZ?
.
Engineers would like to have rules of thump.
So if we make a welding connection between tubes in the range of 50mm what would the size of the HAZ be? Although I would love to make the world of the engineers a bit easier this question cannot be addressed by a quick answer.
Due to the heat impact the material properties are negatively influenced. The higher the heat input is the more the mechanical properties of the alloys are influenced, for aluminium in the 5000 as well as in the 6000 series. For a tube in the 6000 alloy’s series this means that the mechanical values of a tube in T6 quality are approximately degraded to the T4 value at best (after a recovery period of ~3 months).
How come we can not give a straight answer to the question what length of the area is influenced?
The length of the HAZ is influenced by the heat input of the welding process. So the process type but also all the parameters of the welding process. (current, arc voltage, travel speed, etc.)
.
Two tips for the best result:
1. For MIG welding high current, high travel speed. (snoerend lassen NL)
2. For multilayer welds the interpass temperature of 50° C should be respected, independent of material thickness.
With these tips heat input is relatively low, full penetration in the weld is received, lack of fusion prevented and mechanical strength optimal as possible.
.
You can compare it with preparation of the famous Dutch kroket (Croquette). Welding aluminium is optimal if the heat input is balanced in the right way, for a kroket; shortly hot fried, delivering a nice brown crispy crust is and the meat inside warm but still relatively cold.
.

.
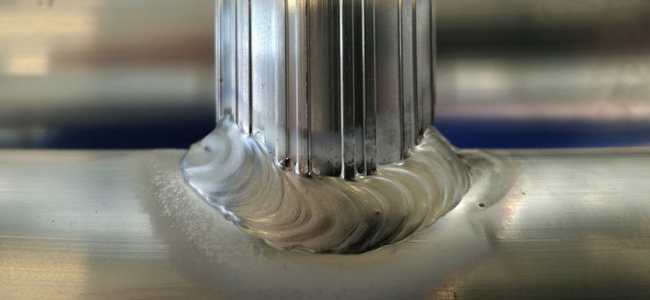
Welding an aluminium tube to a casted bracket the bond-design is somewhat “secured”. If the heat input was too high the weld pool will sag through the weld, if the heat input is too low there is not enough fusion in the weld. Both ways the weld is disqualified.
For specific applications the HAZ can be determined, but if welder or weld supplier or any other parameter changes you better redo your qualification. To determine the quality of the weld best is to do a pre-production welding test and submit it to mechanical testing. To measure the HAZ you can ask a testcenter to investigate the microstructural material changes. If your process is stable you have some information about the length of the HAZ for FEM calculations.
For welding best rule of thump is place the joint at the area with the lowest strains as possible.
.
Are you an engineer and do you need to know more about a weld design for your application? Please type your question in the comment box below. If you are qualified I am willing to discuss your training needs or the design support you are looking for.
Other valuable input for engineers is also welcome and will be appreciated.
Aluminium greetings
Ellen. Many thanks for your input Kees Veeken!
Vul hieronder je naam en e-mailadres in en je ontvangt direct het e-book over aluminium legeringen.
Is de vuistregel niet minimaal 2x de lasmaat voor alu? Ligt ook sterk aan de situatie en materiaaldiktes.
Voor staal is er daarnaast ook een minimale afstand tussen lassen onderling en tussen las en koudvervormde gebieden.
I have a question on a related topic. How much shrinkage will occur? lengthwise and in transverse direction?
Expansion of aluminium is twice compared with steel. More in detail we need to look at the construction. Ellen
ik ken die vuisregel niet en vind hem nogal gevaarlijk.
WBZ wordt bepaald door warmtegeleiding materiaal, 2 of 3D afkoelcondities (3D veel sneller), warmteinbreng (HI), deels lasproces afhankelijk (bij TIG veel hoger dan MIG bv). Voor Al is de WBZ al snel enkele cm’ers!
WBZ in Al is moeilijk tot nauwelijks microscopisch te bepalen (geen fase overgangen). het makkelijkst doe je dat met hardheidsmetingen. Houd er daarna rekening me dat de werkelijke breedt van het warmtebeinvloedde materiaal breder is. Met formules van Rykalin zou wel wat te rekenen moeten zijn.
Hoi Ellen, de HAZ is ca 2x de lasbreedte Met toevoegmateriaal, bredere las dus ook bredere HAZ, laser lassen, plasma etc. lokalere warmte inbreng, smalle HAZ. Gr Johan
Een vuistregel, ca. 2x de lasbreedte, is voor staal gebruikelijk. Voor aluminium ligt dat door de hoge geleiding van het materiaal veel meer uiteen. Afhankelijk van je proces en toepassing is er voor je eigen situatie een regel op te stellen, mits proces constant is… Ellen
Als HAZ van invloed is op het te lassen deel..kunnen we dan de delen niet gedeeltelijk koelen zodat de HAZ kleiner wordt
Ik ben het met Erik eens dat er niet zomaar iets gezegd kan worden over een vuistregel.
Het is tevens zeer van invloed op het materiaal en dus type legering gietlegering(2000-4000) kneedlegeringen(3000-5000) hardbare legeringen (2000-6000-7000) en als genoemd ook lasproces. Bij hardbare legeringen moet er gekeken worden naar volledige oplossing of onvolledige oplossing in de vaste fase. Daarbij is het zeer van belang wat het % aan legeringselementen is. Daarin moet men nog meenemen wat de opwarm en afkoesnelheden zijn. De mogelijkheid van volledige oplossing of onvolledige oplossing endus mogelijkheid van veroudering (precipitatie) die door al deze gegevens beïnvloed worden. Bij de kneedlegeringen krijg ik mijn sterkte niet terug dus is het een verzwakking van het basismateriaal naar een andere toestand. De toestand is weer geheel afhankelijk van de warmte inbreng.
Pffff wat een drama’s allemaal hahaha.
Een prachtig materiaal is het zeker en hoe moeilijk wil je het jezelf maken.