Ik kwam binnen bij een bedrijf dat aluminium gebruikte voor het realiseren van een product. Er was een corrosieprobleem en ze kwamen erachter dat ze eigenlijk niet goed wisten welke aluminium legering ze moesten specificeren. Tot nu toe had de toeleverancier dit bepaald en er was eigenlijk nooit een probleem geweest.
De volgende vijf vragen uit een eerder artikel over de benodigde eigenschappen van aluminium helpen dan richting de keuze:
Wat is de uitgangsvorm?
Wat is de meest cruciale eigenschap van het materiaal voor je product?
Hoe ga je het verbinden?
Met welk secundair proces ga je de vorm verkrijgen?
Ok, we hebben de bestaande situatie onderzocht en gekeken
naar de eisen die gesteld werden aan dit type product. De ene was rond en de
andere plat maar wel dik.
Tevens wordt dit product steeds afwisselend koud en warm (bij 18-160 graden C ) belast, in een vochtig zuur milieu.
De omstandigheden zijn dus corrosief, mechanische sterkte is niet van belang, de vorm is essentieel. Robuustheid van het product is enigszins van belang in de vorm van bestendigheid tegen beschadigingen zoals krassen en deuken.
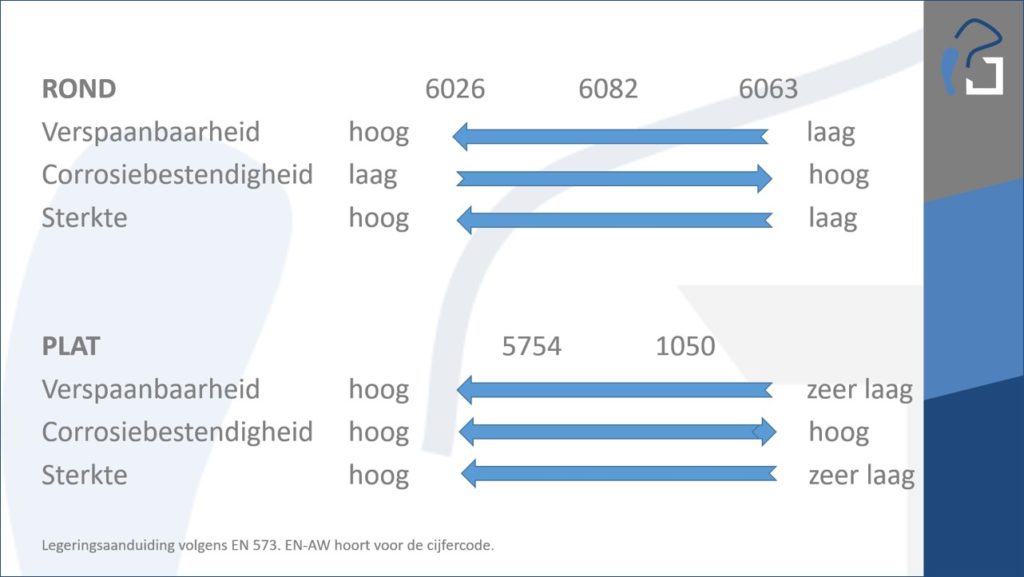
Conclusie van de gewenste eigenschappen in volgorde van prioriteit was:
Goede verspaanbaarheid
Corrosie bestendig
Hardheid (sterkte) van het materiaal, tbv
beschadigingen
Corrosie op de tweede plaats zeg je dan? Ja het is hier van belang, maar bij het corrosieprobleem waar ik bij werd geroepen, bleek de legering niet bepalend maar de wijze van bevestiging.
Waar kom je dan op uit?
Voor rond kom je dan in volgorde uit op EN-AW 6026 of 6082 of 6063. Voor plat (10mm dik) EN-AW 5754 of 1050.
Wil jij weten welke legering je waar inzet?
Vermeld hieronder in het
commentaarveld je vraagstuk. Een waardevolle aanvulling mag natuurlijk ook.
Iedere comment ontvangt een reactie én het speciale extra uitgebreide 40-pagina tellend e-book over aluminium legeringen.
Voor de toepassing van aluminium bij verhoogde temperatuur zijn er verschillende zaken van belang. Zoals het type legering en wat er in de legering gebeurt.
Hiervoor is het belangrijk om te weten dat er kort gezegd twee type legeringen zijn.
Twee type legeringen
Je hebt legeringen die precipitaten vormen en daarmee hun sterkte bereiken en legeringen waarbij dat door deformatie (vervorming) gebeurt. De eerst groep heet de veredelbare legeringen. Onder invloed van een speciaal temperatuurrecept heeft deze legering een veredeling gekregen met een bepaalde “bindingsconstructie” in de legering.
Je kunt je voorstellen, dat als je vervolgens temperatuur gaat toevoegen aan zo’n legering dit de balans van de legering weer beïnvloedt. De duur en de temperatuur zijn van invloed op de mate waarin. Wanneer je nagaat dat de laatste stap van een warmtebehandeling in de buurt van de 180 °C graden zit kun je bedenken dat dit het temperatuursgebied is waar je eigenlijk niet in de buurt wil komen.
Op het moment dat je dat wel doet kan het veredelings- ofwel verouderingsproces vervolgd worden met oververoudering tot gevolg. Is dit erg? Dat hangt van de duur af dat dit aluminium aan deze temperatuur wordt blootgesteld.
Ook gaan sommige legeringselementen “aan de wandel” en diffunderen langzaam naar de kristalgrenzen, per legeringselement gaat dat makkelijker of lastiger.
Kortom verhoogde temperatuur heeft invloed op de eigenschappen.
Voor de niet veredelbare legeringen is warmte inbreng ten aanzien van precipitaten niet kritisch. Wel gaan de legeringselementen onder invloed van temperatuur ook hier aan de wandel naar de kristalgrenzen. Bij legeringen met 4-5 % magnesium zal bijvoorbeeld dit Mg. zich uitscheiden naar de kristalgrenzen.
Door het “ontlaten” van de spanningen in het materiaal wordt het langzaam zachter. Het zacht gloeien van aluminium ligt echter op een veel hogere temperatuur dan het veredelingsproces en de principes zijn dus verschillend.
Welke maatregelen kun je nemen?
Blijf bij voorkeur beneden de 200 °C in toepassingen.
Houdt rekening met afnemende sterkte bij verhoogde temperatuur.
Kies een legering die minder gevoelig is voor temperatuursinvloeden, vraag zo nodig advies.
Weet dat corrosiegevoeligheid verslechtert en pas ook hier je legeringskeuze en/of oppervlaktebehandeling op aan.
Overigens bij koude temperaturen blijft aluminium taai en wordt sterker.
Bij beiden geldt dat de eigenschappen zoals sterkte en corrosiebestendigheid negatief beïnvloed worden, ieder op zijn eigen manier.
Wil jij weten welke legering je waar inzet?
Geef antwoord op de vraag: Welke legering zet jij het vaakst in?
Vermeld je antwoord hieronder
in het commentaar veld, je ontvangt van mij de pdf met de tien best beschikbare
legeringen. Ik wens je veel plezier met je volgende aluminium materiaalkeuze.
Materiaalkeuze is vaak lastig. Er zijn zoveel soorten. Wat gebeurt er: de aanduiding van het materiaal wordt van een oude tekening overgenomen.
Maar is deze wel geschikt? Is
dit wel een actuele aanduiding? Is deze wel producent onafhankelijk? Hoe kies
je dan wel?
Het is erg lastig als je geen materialenexpert bent om de goede keuze te maken. Dat kun je aan je toeleverancier overlaten. Dit maakt je afhankelijk en levert je niet per definitie de juiste materiaal kwaliteit voor je toepassing op. Nu is aluminium een metaal dat met heel veel verschillende legeringselementen versterkt kan worden. Er zijn dus heel veel soorten.
Voordat we dat allemaal uitgezocht hebben en begrijpen, die tijd ontbreekt, moeten we door. Toch maar weer de oude aanduiding op de tekening en de leverancier zoekt het verder wel uit. Dit is wat er vaak gebeurt (klik hier voor de juiste aanduiding van aluminium).
Dit kan beter en MAKKELIJKER. Voor het kiezen van de juiste aluminium legering begin je heel simpel.
Vraag jezelf af:
Wat is de uitgangsvorm?
Is het plaat, profiel of een gietdeel? Hiermee kun je al een heleboel legeringen skippen die niet passen bij je product.
De tweede vraag:
Wat is de meest cruciale eigenschap van het materiaalvoor je product?
En eventueel een tweede: is dit sterkte, taaiheid, vervormbaarheid of bijvoorbeeld uiterlijk en/of corrosie? Na het beantwoorden van deze vraag zijn er maar een aantal legeringen die over blijven. Dan zijn er nog vragen zoals:
Hoe ga je het verbinden? Met welk secundair proces ga je de vorm verkrijgen? Welke oppervlakte/ uitstraling is er gewenst?
Als je deze vragen beantwoordt is het niet meer moeilijk om de juiste legering te kiezen. Mits je de juiste tools/ database (zoals Alu-Key) en kennis raadpleegt.
Kun je hulp gebruiken bij jouw materiaalkeuze? Antwoord “ja” hieronder in het commentaar veld. Geef antwoord op de vragen hierboven en benoem in één woord de toepassing. Je krijgt van mij een reactie!
Het probleem bij nieuwe technologische producten is dat er veel elektronische componenten inzitten die warm worden. Wanneer deze componenten te warm worden of langdurig te warm zijn presteert de elektronica niet optimaal.
Zo gaat de levensduur achteruit en is het stroomverbruik hoger. Het hele systeem is niet effectief en daar heeft de algehele performance van het product onder te leiden.
Wat kun je er aan doen?
Sommige producten worden te warm doordat de onderlinge systemen niet goed op elkaar zijn afgestemd. Daar zijn testen en slimme elektronici bij nodig om een systeem optimaal te laten samenwerken en onderlinge spanningen en stroomverbruik op elkaar af te stemmen. Maar dan nog zijn er vaak componenten waar lokaal de temperatuur oploopt waardoor een heel printed circuit board ongewenst warm wordt.
In een dergelijk geval is
koelen nodig. Hoe zorg je ervoor dat de temperatuur weg kan en niet ophoopt in
een print of systeem?
Hoe koel je effectief?
Belangrijk voor het koelen is dat je de componenten waar de meeste warmte ontstaat, helpt om die warmte af te voeren en uit het systeem te halen.
Aluminium is een materiaal dat veelvuldig wordt ingezet als heatsink. Dus als deel om de warmte weg te voeren van het systeem. Waarom?
Eenvoudig omdat aluminium een zeer goede warmte geleider is en in allerlei vormen te produceren is. Het kan als extrusie deel of als gegoten deel of gewoon als plaat worden ingezet. kijk hier voor de mogelijke giet-legeringen
Soms wordt aluminium ook voor de printplaat gebruikt. Maar dat is niet overal mogelijk. Het bevestigen van de heatsink op de hotspots vergt wel de nodige aandacht. Hier is het doel om een luchtspleet te voorkomen en de overgangsweerstand tussen component en aluminium heatsink zo gering mogelijk te maken. Hiervoor worden specifieke thermische interface materialen toegepast. Een wereld op zich.
Hoe vind je nu het proces dat jouw aluminium heatsink de juiste vorm geeft? Welke legering kan hiervoor worden ingezet?
Wil je meer kennis over het slim toepassen van aluminium?
Geef antwoord in het commentaar veld op de vraag: Wanneer heb jij een aluminium heatsink voor het laatst in handen gehad? En wat viel je op?
Vermeld je antwoord hieronder in het commentaarveld en je ontvangt van mij de PDF met 7 tips om kostenefficiënte aluminium profielen te ontwerpen
Aluminium coaten / lakken kan in alle kleuren van de regenboog. Denk aan fietsframes, rolstoelen, verkeersborden, etc. De laklaag is niet alleen een bescherming voor het materiaal het maakt het product aantrekkelijk en geeft betekenis voor de gebruiker.
Producteigenaren lopen wel eens tegen problemen met aluminium aan die meestal voorkomen kunnen worden.
Regelmatig krijg ik dan ook vragen binnen over het verfraaien van aluminium. Welke dingen moet je weten als je aluminium goed wilt laten lakken/coaten?
1. Allereerst laat een aluminium product altijd lakken. Zelf doen zowel zakelijk als prive is vragen om ellende als je niet de juiste installatie en kennis van zaken hebt.
2. Laat een product lakken door een bedrijf dat gespecialiseerd is in aluminium. Een bedrijf dat staal lakt zal een aantal cruciale stappen voor aluminium kunnen overslaan, of niet optimaal kunnen doen, waardoor de bestendigheid van de laag te wensen overlaat. Bijvoorbeeld kans op besmettingscorrosie, doordat ijzerdeeltjes het aluminium oppervlak vervuilen.
3. Een goed laksysteem hangt af van meerdere factoren. Kies bij voorkeur een legering die zich gemakkelijk laat lakken.
4. Aluminium heeft van zichzelf een natuurlijke oxidelaag waarop weinig hecht. Deze laag beschermt het onderliggende materiaal maar in geval van lakken zal deze verwijderd moeten worden. Na beitsen of schuren zal aluminium snel verwerkt moeten worden. Langer dan een paar uur laten liggen vermindert de betrouwbaarheid van de laklaag.
5. Het laksysteem van aluminium valt of staat met een goede hechting. Hiervoor is er bij aluminium een geschikte conversielaag nodig, voordat er een primer of laklaag kan worden aangebracht. Deze conversielaag zal ook binnen een bepaalde tijd, denk aan maximaal een paar uren, voorzien moeten worden van een laklaag.
6. Voor kustgebieden of pekelomstandigheden gelden zwaardere eisen ten aanzien van de coating dan voor binnentoepassingen. Vocht dringt in zekere mate een laklaag binnen en kan mogelijk schade veroorzaken. Hiervoor zijn verschillende oplossingen zoals een twee-laags laksysteem, deze heeft als het ware een extra barrièrelaag ingebouwd.
7. Wist je dat je in een aantal gevallen beter bruut (onbehandeld) aluminium liefst gepolijst, kunt toepassen dan een (transparante) laklaag die vervolgens in gebruik bijvoorbeeld door steenslag wordt beschadigd? Op dat moment komt er een spanningspiek op dat ene puntje onbehandeld aluminium waarvandaan corrosie een kans krijg. Denk aan autovelgen… De alcoa vrachtwagenvelgen hebben hier geen last van, mits ze schoon gehouden worden, en daar zit geen laklaag op.
8. Gebruik afgeronde hoeken in je design. Voor coaten is een radius van 0,5mm (dus geen scherpe kanten) nodig voor een goede bedekking van de randen. De verf heeft de neiging weg te trekken van de scherpe randen en we willen tenslotte een bepaalde laagdikte voor een optimale bescherming.
9. Test voor aluminium gecoated materiaal niet enkel in zoutsproeitest maar in een zure zoutsproeitest. Die geeft beter weer wat de kwaliteit is van het laksysteem. Hiervoor zijn speciale testprotocollen opgesteld.
10. Mocht er toch corrosie op het deel ontstaan dan is wegschuren de enige manier om vervolgens het proces weer volledig opnieuw te beginnen. Je product is dan echter wel iets dunner geworden..
Wil jij weten hoe je aluminium corrosie kunt voorkomen? Geef antwoord op de vraag: Tegen welk probleem met coating ben jij als engineer wel eens aangelopen? Vermeld dit hieronder in het commentaarveld en je ontvangt de pdf “Aluminium design corrosion proof” in je mailbox.
Wanneer je op een mechanische afdeling of op de R&D afdeling aan het werk gaat, weet je eigenlijk niet meer van materialen dan wat je op school of tijdens stage geleerd hebt.
En laten we eerlijk zijn; Materiaalkunde is meestal het vak dat als saaiste gegeven wordt.
Dan kom je op een afdeling en mag je ontwerpen en dan hoort daar ook een materiaalkeuze bij.
Lastig want meestal heb je daar vrij weinig kaas van gegeten. Je vraagt je ervaren collega’s. Die stellen je een paar vragen en zeggen dan “oh kijk maar naar dat onderdeel. Dan zit je wel goed.”
.
Hoe vaak gebeurt het niet dat oude materiaal aanduidingen tekening op tekening worden overgenomen? Vaak kan de materiaalkeuze optimaler. “Ja die keuze moet de engineer maken” roept iedereen “die moet dat toch weten”. Als engineer zijnde moet je heel veel weten. Gelukkig ben je met een team en kun je elkaar aanvullen en soms is er iemand die alles weet van materialen en soms moet je bij de ene collega zijn voor een vraag ten aanzien van aluminium en bij de ander voor een ander materiaal.
Maar wat niemand je vertelt is dat aluminium eigenlijk helemaal niet zo ingewikkeld is.
Als je het eenmaal snapt kun je het overal toepassen. Het aluminium is onderverdeeld in 8 hoofdgroepen. Afhankelijk van het legeringselement dat in hoogste percentage in het materiaal wordt toegevoegd.
Het doel hiervan is om het materiaal sterker te maken en de best mogelijke eigenschappen voor de toepassing te realiseren.
.
De hoofdgroepen zijn:
De 1000-reeks, belangrijkste “legeringselement” is hier aluminium, een zuivere kwaliteit met een aantal veel gebruikte legeringen. Goed vervormbaar en hoogglanzend maar niet erg sterk.
De 2000-reeks heeft als hoofdlegeringselement koper. Dit om het aluminium door middel van ingenieuze precipitaten sterker te maken. Het nadeel van koper is dat de corrosie bestendigheid negatief beïnvloed wordt.
De 3000-reeks, hoofdlegeringselement Mangaan. Dit zorgt ook voor een betere sterkte dan de zuivere kwaliteit maar is minder sterk dan de koperhoudende legeringen, echter de corrosie bestendigheid is over het algemeen erg goed.
De 4000-reeks bevat Silicium meestal in een percentage tussen de 7-12 %. Het silicium geeft behalve sterkte aan het materiaal ook gunstige eigenschappen ten aanzien van het vloeibaar vormgeven van aluminium, ofwel gieten.
De 5000-reeks bevat Magnesium. Het magnesium maakt het materiaal sterker dan bovengenoemde varianten, uitgezonderd de 2000 reeks met koper, en heeft ook nog eens zeer gunstige corrosie bestendigheid. Het magnesium zorgt dat de oppervlakte van het aluminium egaler en dus minder onaantrekkelijk zijn beschermende oxidelaag vormt. De zeewaterbestendige kwaliteiten vallen in deze categorie.
De 6000-reeks bevat een combinatie van Magnesium en Silicium. Deze combinatie is samen sterk en vormen samen precipitaten die als blokkades in de metaalstructuur het materiaal versterken. Hiervoor zijn specifieke recepten in combinatie met ovenbehandelingen de crux.
De 7000-reeks; Dit zijn de hoog-sterke legeringen die met de nodige voorzichtigheid moeten worden ingezet. Je kan er hele mooie sterke producten mee maken maar dit vergt echt kennis van zaken. Toepassen omdat het zo lekker sterk is levert veelal een teleurstelling op.
Een voorbeeld van een vaak toegepaste aluminium extrusie legering is: EN AW-6063 T6.
.
Aluminium is eigenlijk helemaal niet zo moeilijk. Er zijn een tiental legeringen die zeer goed verkrijgbaar zijn en afhankelijk van het product dat je wilt maken, kom je al snel tot een keuze. Loont het de moeite om voor jouw product een specifieke legering te “laten maken” zoals in automotive of voor Apple producten, of bijvoorbeeld de bijna nergens verkrijgbare 5083 extrusiekwaliteit voor marine en offshore? Er zijn legio aan mogelijkheden, hierbij is diepgaande kennis benodigd.
.
Wil jij weten welke legering je waar inzet?
Geef antwoord op de vraag: Welke legering zet jij het vaakst in?
Vermeld je antwoord hieronder in het commentaarveld en je ontvangt van mij de pdf met extra informatie en de tien best beschikbare legeringen. Ik wens je veel plezier met je volgende aluminium materiaalkeuze.