Toen ik begin deze maand op de
Hannover Messe liep vielen me een aantal zaken op. In dit artikel neem ik je
mee over de beurs en wat ik hier zag.
Op de beurs zag ik een paar
mooie elektrische bikes, helaas halen ze niet dezelfde topsnelheid als mijn Zero
motorfiets. Volgens de standbemanning gaat deze maar 70 km per uur. De range
lag wel in de buurt ca. 170 km. Verderop zie ik op verschillende stands twee
keer een Zero in het kader van duurzaam en elektrisch rijden. Ook ontbreekt een
waterstofbus en -auto niet op de beurs. Jammer dat er nog maar zo weinig
getankt kan worden.
De AVG’s zijn algemeen goed aan het worden in efficiënt ingerichte nieuwe magazijnen, maar wanneer komen dergelijke voertuigen op de weg…? …brengen ze ons pakje naar de voordeur? Dat zou heel wat uitstoot besparen…. Een soort pick-up point in het begin van de wijk en als je thuis bent ziet de robot dat hij het pakketje kan brengen.
De trend van de AVG’s op de
beurs is, dat deze modulair zijn en verschillende “cabines” kunnen vervoeren.
Van luxe tweezitter tot gezellige 4-zitter of gewoon een transportbak. Op twee
verschillende stands zie ik een gelijksoortig model, maar ook op de stand van
volkswagen is er een modulaire drager te zien. Doet me een beetje denken aan de
verschillende type gondelbakken die ze aan de skiliften hangen.
In de productieomgeving en/of magazijnen
lijkt de trend van de beurs te zijn dat er op de AVG’s intelligente robotarmen
worden geplaatst zodat de manipulatoren dicht bij de hand zijn.
De fabriek van de toekomst lost
op die manier autonoom de productiecellen.
Natuurlijk zijn er ook mooie
fietsen te bewonderen met verschillende concept-aanpakken van lelijk tot mooi,
ja zelfs een heel mooi staal ontwerp, moet ik echt toegeven. Maar zo nieuw was
die nou ook weer niet want die stond er vorig jaar ook.
Ook VDL had een interessant
onderdeel staan voor een medisch apparaat waarmee in de toekomst een tumor in
het hoofd zeer gericht kan worden “verschrompeld” Hopelijk kan dat voor de
mensen die daar baat bij hebben zo snel mogelijk effectief worden ingezet, maar
eerst moet dat natuurlijk verantwoord getest worden.
De stand van Siemens
Het meest opmerkelijke was de stand van Siemens. Daar kom ik toch een mooi
voorbeeld van 3D printen tegen. Siemens is al veel langer met 3D printen bezig
en heeft daarvoor verschillende partners. (Vorig jaar stond dat vermeld op hun
stand en daar heb ik toen een foto van gemaakt)
Het 3D printen van aluminium
zal meer en meer worden. Wat men software allemaal niet laat doen om het proces
van een prototype tot een serieproduct te optimaliseren en realiseren.
De dame van Siemens vertelde me rustig de stappen die ze allemaal ondernemen om te komen tot een goed product en ja er wordt veel software gebruikt, o.a. voor topologie optimalisatie.
Er wordt software gebruikt om een bruikbare 3d printfile te krijgen met benodigde ondersteuning.
Er wordt software gebruikt voor de volgende stap, het zelf leren en voorkomen van “zwakke plekken” in een geprint aluminium product, het simuleren van de hotspots en potentiële spanningsgebieden door krimp etc. Als ik vraag of het alleen voor prototypes is, zegt ze nee, dit zal ook voor series ingezet gaan worden.
Wat gaaf!.
Ze voorspellen met iedere stap
de betrouwbaarheid van een product en dat is nou precies wat er belangrijk is
bij geprinte kwalitatieve producten. Helemaal als ze toegepast worden in
dragende constructies zoals deze in auto’s.
Legeringen
In een vorige blog schreef ik nog dat een geprint aluminium deel alleen nog van een 4000 legering bestaat. (type vergelijkbaar met gietlegering) Inmiddels zijn er printdraden op de markt die voor 95% uit bijv. een 6061 legering bestaan.
De ontwikkelingen gaan
razendsnel.
Wat een mooie producten met
aluminium zullen er nog meer bij gaan komen…???
Er waren natuurlijk de
verschillende robots te zien die door onherbergzaam terrein voortbewogen en er was
nog veel meer… Te veel om hier allemaal te noemen en bovendien op zo’n grote
beurs kun je nooit alles meekrijgen.
Wil jij al mijn foto’s van de beurs zien?
Het enige dat je hiervoor hoeft te doen is antwoord geven bij dit blog.
Geef antwoord op de vraag: Wat vind jij de meest vooruitstrevende bekende
toepassing van aluminium?
Vermeld dit in het commentaarveld hieronder en je ontvangt van mij alle interessante foto’s die ik maakte op de beurs. De mooiste commentaren ontvangen tevens een 10 minuten telefoon- of zoomgesprek met meer uitleg.
Succes met ontwerpen van een
mooie toekomst met aluminium.
Om aluminium profielen vast te leggen is het aan te raden tekensymbolen te gebruiken. Het efficiënt vastleggen en goed tolereren is vaak een uitdaging. Helaas gaat het in de praktijk nog al eens mis.
Wat veel voorkomt is dat referentievlakken van de verschillende symbolen verkeerd worden gelegd of dat symbolen door elkaar worden gehaald. Wanneer er niet goed wordt vastgelegd is het ergste dat je niet krijgt wat je bedoelde.
Wat we in de praktijk veelvuldig tegenkomen op tekeningen van aluminium extrusie profielen is het volgende:
Referentielijnen en -vlakken onlogisch gekozen
Symbolen door elkaar gehaald
Gebruik van verouderde aanduidingen
Referentielijnen en -vlakken worden in de tekening niet effectief gekozen waardoor de meettechnicus niet snapt waarom een referentie juist op die manier wordt toegepast.
Symbolen worden nog al eens door elkaar gehaald. Rechtheid wordt vaak verward met vlakheid bij aluminium profielen. Daarnaast wordt profielzuiverheid van een lijn nog al eens verward met profielzuiverheid van een oppervlak.
Verouderde notatiewijzen worden helaas nogal eens gebruikt en veroorzaken verwarring en onduidelijkheid.
Wanneer er niet goed wordt vastgelegd gaat dit te koste van de kwaliteit, duidelijkheid in communicatie over en weer en het kan grote consequenties hebben t.a.v. prijs.
Een praktijkvoorbeeld Waarom is het belangrijk om een extrusie profiel duidelijk en eenduidig vast te leggen?
We vroegen het Piet van Berkel. Meettechnicus bij firma VAST METAAL. Piet: “Wij controleren hier in de meetkamer geëxtrudeerde profielen door een kort stuk afgezaagd profiel na het afbramen(!) tegen een vlakke plaatopname te houden. De computer vergelijkt de opname met de tekening. Als het goed is staan de vorm- en plaatstoleranties juist op de tekening en kunnen door het meetinstrument worden geïnterpreteerd. Indien toleranties goed gespecificeerd (eenduidig en duidelijk) erop staan, is de meting waardevol. Als ze er niet goed opstaan is de meting eigenlijk zinloos en krijgt de constructeur niet wat hij wilde hebben en krijgt de eindklant uiteindelijk te laat zijn gewenste profiel”.
Hoe definieer je een aluminium profiel dan wel? We hebben voor jouw een voorbeeldtekening gemaakt. Laat commentaar achter onder het blog en we sturen je deze toe.
Het goed vastleggen van een aluminium profiel met de juiste kennis hoeft niet moeilijk te zijn. Ben je engineer en heb jij een profieltekening waarvan je wilt weten hoe het beter kan? Geef antwoord op de vraag:
Waar loop jij tegen aan bij het beschrijven van een aluminium extrusie profiel?
Vermeld je antwoord hieronder in het commentaarveld. Behalve de voorbeeldtekening kun je ook onze terugkoppeling op jouw profieltekening krijgen. Na het plaatsen van je opmerking kun je deze direct naar ons mailen via ellen@aluknowledge.com.
Ik wens je veel plezier met het ontwikkelen van je volgende aluminium profiel.
P.s. Wil je meer weten? Vraag hier informatie over de cursus vorm- en plaatstoleranties.
Dit artikel is tot stand gekomen in samenwerking met Ìnventas
Ik zit niet in de aandelen en ik werk niet bij een bank, maar wanneer je mijn professionele mening vraagt ten aanzien van de prijs van aluminium voor het komende jaar, geef ik je een antwoord op basis van mijn gevoel bij de industrie, de economie, de drukte bij de bedrijven en de orderportefeuille en wat ik zoal zie en hoor.
Als ik vanuit die context aan de prijs van aluminium denk voor het komende jaar schat ik in dat deze stabiel zal zijn. Misschien een lichte daling of een lichte stijging maar over het algemeen stabiel.
In 2017 heb ik aan het begin van het jaar ook een artikel geschreven over de aluminium prijs, wat ik toen zei vind je hier: prijs van aluminium
De toepassingsmogelijkheden van aluminium blijven stijgen. Optimale producten, met zo min mogelijk materiaal voor de beloofde levensduur, worden alleen maar belangrijker. Daar bovenop komt het voordeel van aluminium voor een circulaire economie. Het feit dat er steeds meer materiaal geproduceerd wordt, gedocumenteerd met een bepaalde hoeveelheid -recycled metal content- geeft ook in de producten die beoordeeld worden op de carbon footprint een belangrijk potentieel.
Als we naar de trend kijken en naar een zekere behoudendheid van de markt op dit moment dan verwacht ik vanuit die context dat de prijs van aluminium voor het komende jaar stabiel zal zijn. Misschien een lichte daling of een lichte stijging maar over het algemeen stabiel rond een gemiddelde van 2000 US$ per ton.
Vanuit mijn enthousiasme hoop ik wel dat hij nog wat zal stijgen naar de 2500, maar mijn verwachting is dus stabiel.
Succes met toepassen van aluminium voor de volgende 3 kwartalen van 2019.
Ben jij engineer en wil je meer? Geef antwoord op de vraag:
Wat vind jij lastig ten aanzien van de prijs van aluminium? Vermeld dit in het commentaar veld hieronder en ik stuur je de link waar je de actuele prijsinformatie kunt vinden.
1. Gietstukken zijn complex en lastig te produceren. Er is kennis nodig om een gietstuk goed te ontwerpen. Constructeursopleidingen behandelen metaalgieten ontoereikend of de inhoud is achterhaald.
2. Wanneer je een gietstuk inzet dan levert dat vaak problemen op. Kwaliteitsproblemen, vertragingen in de planning, een verkeerde leverancier, maatafwijkingen, te hoge procesuitval, onverwachte meerkosten… het komt allemaal voor.
3. Een gietstuk loopt op het kritische tijdpad. Het gietproces stelt je in staat het materiaal daar neer te leggen waar je het nodig hebt voor bijvoorbeeld vorm, stijfheid maar ook als sluitstuk tussen parts. Hierdoor wordt het deel als laatste vrijgegeven. Echter het heeft een lange doorlooptijd o.a door de aanmaak van gereedschappen en bij de assemblage is het vaak als eerste nodig.
4. Een gietlegering is niet sterk. De eigenschappen in het gietstuk zijn onvoorspelbaar en afhankelijk van de positie in het gietstuk. De sterkte en rek (elongation) vallen lager uit dan de normwaarden die bij het ontwerpen zijn gebruikt.
5. In een gietstuk zitten porositeiten. Meestal zitten ze precies op de plek waar ze juist niet gewenst zijn. Als er tijdens de bewerking geen porositeiten naar boven komen zijn er ook nog de maatafwijkingen waardoor het buiten specificatie kan vallen,
6. Een aluminium gietstuk is lastiger oppervlakte te behandelen. En als je ze (technisch) anodiseert worden ze grauw en grijs.
7. Gieten is alleen geschikt voor aantallen vanwege de model/matrijs-kosten. Prijzen voor gietwerk in Nederland zijn duur. In Azië zijn de partkosten vaak gunstiger maar de kwaliteit is moeilijk te beheersen. Het kan natuurlijk wèl interessant zijn, maar gedegen gietkennis is dan essentieel.
8. Het is vereist kennis en ervaring te hebben om een goed gietontwerp te engineeren. Wanneer de ervaring bij andere goed functionerende vormgevingtechnieken zit, is het risico bij gietstukken soms te groot. Ontwerpen in technieken, zoals CNC-frezen of samengestelde (las)constructies, is vaak sneller en eenvoudiger, maar niet altijd het efficiëntst.
9. De kwaliteit van een gietstuk is de verantwoordelijkheid van de gieterij. Deze wordt namelijk vooral bepaald door het gietsysteem en de procesparameters. Als constructeur heb je daar geen invloed op, vaak kiest tenslotte inkoop de toeleverancier (op kostprijs).
10. De communicatie binnen het ontwerpteam is ingewikkeld. Er zijn veel partijen betrokken bij het ontwerp met verschillende belangen. De informatie over de gietbaarheid van een ontwerp is al in een vroeg ontwikkelingstadium nodig. Echter krijg je deze informatie niet voordat je het gietstuk besteld. Modelwijzigingen na de vrijgave zijn dan een gevolg.
Samengevat; een goed gietontwerp vereist ervaring en specifieke kennis waarbij communicatie tussen de gieter en jou als constructeur cruciaal is om een win-win situatie te creëren. Een aantal van deze fouten zijn daarmee zelfs op te lossen en kunnen voorkomen worden.
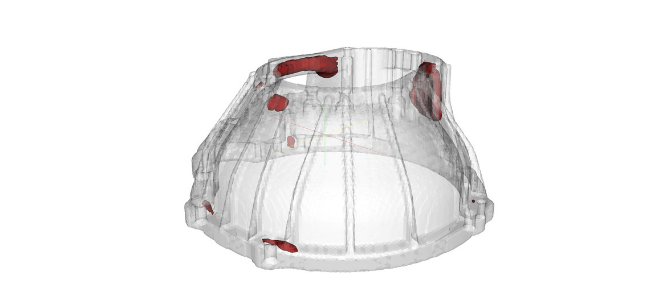
Het zou ideaal zijn wanneer een stollingssimulatie en/of porositeitssimulatie tijdens het ontwerpen kan worden vergeleken met de FEM sterkte-simulatie. Hoog-belaste zones in een ontwerp mogen natuurlijk niet samenvallen met de ‘hotspots’ (potentiële porositeitslocaties) van het gietproces. Een succesvol gietstuk ontwerpen staat of valt bij het tijdig controleren op gietbaarheid.
Je kan dit nu zelf uitproberen aan de hand van een gratis gietbaarheidstest. Ontdek de ‘hotspots’ in je eigen CAD model. Geïnteresseerd? Deel jouw ervaring bij het ontwerpen van aluminium gietstukken (goed en minder gunstig) in het commentaarveldhieronder én stuur jouw CAD model naar ons op. Je ontvangt nu deze gietbaarheidstest cadeau.
Zo aan het einde van het jaar is het goed om vooruit te kijken en doelen te stellen voor het nieuwe jaar. Natuurlijk met reflectie naar het afgelopen jaar. Waarom doe ik wat ik doe? Waar doe ik het voor was de vraag die boven kwam. Toen ik antwoorden op die vraag aan het geven was kwamen er verschillende antwoorden naar boven en het antwoord waar ik echt mee resoneerde was:
Bewustwording van de materiaalkeuze die engineers maken en die met aluminium het verschil betekenen.
Ik geloof dat engineers de key zijn in de keuze van materialen voor nieuwe producten. Zij bepalen hoe het product gerealiseerd zal gaan worden, hoe het eruitziet en hoe het gemaakt zal worden. Zij hebben een belangrijke rol, zij hebben de sleutel in handen om materiaalgebruik te kiezen dat bijdraagt aan een mooiere en schonere wereld. Geen afval of belasting van het milieu maar een materiaal dat bijdraagt op de lange termijn. Dat is wat nodig is. De technologische vooruitgang gaat door. Mensen willen steeds mooiere fancy producten die hun leven makkelijker en fijner maken. Door nu te werken met materialen waar je altijd iets aan hebt kun je dat een duw de goede richting in geven. Laten we eerlijk zijn het maken van aluminium kost veel energie. Daar staat tegenover dat het recyclen heel weinig energie kost vergeleken met andere materialen en helemaal wanneer je bedenkt dat aluminium geen afval is maar oneindig te recyclen is. Waarom wordt dit zo weinig verteld? Omdat aluminium en recycling gewoon geen issue is. Het werkt autonoom.
Een mooiere en schonere wereld met aluminium. Dat betekent dus dat de energie die benodigd is om aluminium te vervaardigen ook de wereld niet mag belasten, maar beter nog er aan bijdraagt. Dat is lastig want bij het maken van aluminium wordt veel CO2 geproduceerd. Echter de energie die gebruikt wordt voor het vervaardigen is bij de gerenommeerde bedrijven al voor zo’n 70% vanuit duurzame energie voorzieningen bijvoorbeeld met waterkrachtcentrales e.d.
Nog niet overal ter wereld helaas en het wordt tijd dat we hier wat aan doen.
Anders hebben we straks een aarde met alleen maar “leefbubbels” wat de enige plek is waar we kunnen leven omdat het daarbuiten niet meer mogelijk is. Wat als de zeeën zonder leven zijn. De waterspiegel stijgt, de bomen niet meer kunnen leven en zuurstof produceren. Mocht er buitenaards leven zijn dat ons vanuit de ruimte bekijkt hoe zien ze dan op ons neer als een stelletje idioten die de wereld verprutsen? Onze aarde is zo mooi laten we nu bewuste keuzes maken en samen de wereld mooier maken.
Beste engineer kun je hulp kunnen gebruiken bij het slim toepassen van aluminium?
Geef antwoord op onderstaande vraag en ik neem contact met je op om te bespreken hoe ik je kan helpen met optimaal aluminium toepassen.
Hoe denk jij dat een engineer kan bijdragen aan het klimaat en een betere wereld?
Vermeld je antwoord hieronder in het commentaarveld, je ontvangt binnenkort bericht van mij.
Ten reasons for aluminium in future responsible design:
Aluminium is the most common metal on earth.
Aluminium is 100% recyclable without degradation of the material.
Remelting aluminium cost a low amount of energy, only 5% compared to initial production.
Aluminium is a light material and therefore saves energy during transport and lifetime.
Aluminium has great malleability, you can create all kinds of forms and the forming requires low amount of energy.
Aluminium has a high specific strength, so strong and light at the same time.
Function integration possibilities are huge, due to high deform-ability parts can be reduced saving time effort and money.
Easy and fast to machine with long tool lifetime.
Aluminium is highly corrosion resistant, therefore maintenance is relatively low, saving cost energy and effort.
Aluminum waste equals money, this is the autonomic motive why aluminum is recycled so much.
Disadvantages of aluminium:
It requires a better understanding of the design possibilities, there are so many options to from your product.
Aluminium is flexible. If you need stiff products you have to acquire better design skills in order to solve this via design.
Relatively low melting point (660°C pure aluminium) which allows you to use low energy in order to form your product.
Aluminium is relative un-noble, design for corrosion requests more knowledge to make use of the passive protective oxide layer and prevent problems like galvanic corrosion by false design.
The application of aluminium requires an pH neutral environment. In basic or acid environment the protective oxide layer will decrease.
There is a wide variety of alloys which are used depending on the design need, luckily there are 8 main categories which are well defined.
Aluminium is sensible for fatigue like most metals, you need to consider the aluminium design rules in order to create a robust design in dynamic application. But it allows you to create predictable interval inspections.
Aluminium transfers heat, for fire or welding application it cools the heat and more energy is required to increase temperature.
Due to its corrosion resistance it takes relatively long to decrease back to aluminium oxide in nature in dry environment keeping your product save.
You won’t find it back in nature when it decreases since the earth crust consist of 8% aluminum oxide, aluminium will not damage the environment.
What’s your reason to use aluminium for your product? Let me and everybody know by commenting on this blog and I will sent you the checklist for aluminium product design.
Kind Regards, Ellen
Choosing the right aluminium alloy can be hard if you are not that familiar with all its variety.
Depending of application from and requirements choosing can be difficult. What material is available and when? Is a custom dedicated alloy developed for you? If you are an engineer and choose different materials each day probably aluminium is not a material you know all about. Maybe you even let your supplier choose the alloy for you. How do you keep track of quality and remain supplier independent? Let alone be purchaser friendly and cost effective?
Specifying the material aluminium on your drawing or 3d model requires aluminium knowledge. Let me help you. At first which basic form will your part come from?
Like the logo of aluminium metal knowledge displays there are three basic variations of aluminium categories:
Plate, Profile and Castings.
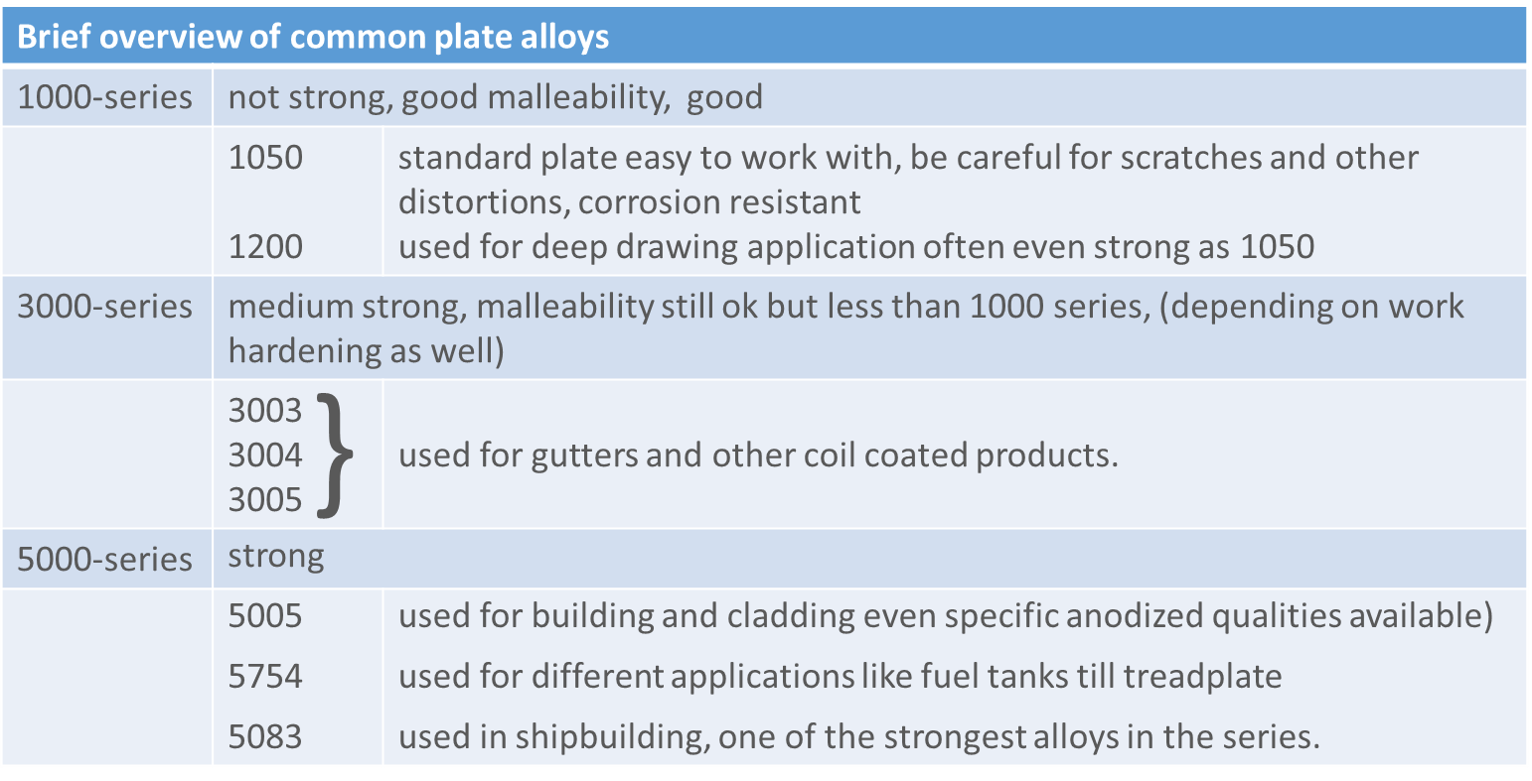
Plates
Thin plates below 4 mm are mainly in 1000 series 3000 series and the strongest in 5000 series.
Profile
Bars and profiles are 2000, 6000 and 7000 alloys. Almost all profiles are made from 6000 alloys. Bars and strips can be 2000 and 7000 alloys as well. See aluminium extrusion alloys (DUTCH). Those alloys are also often used in additional processes like forging, hydroforming or machining.
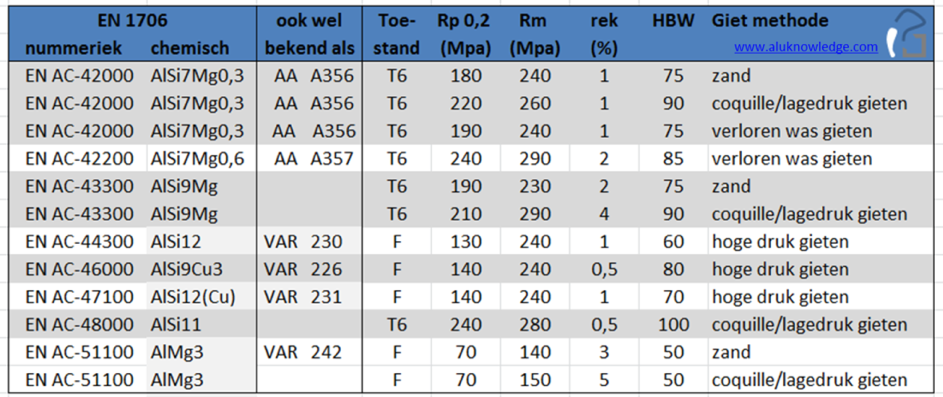
Castings
Castings are made mostly from 4000 series alloys which have 5 digit numbers like AC 46000. Commonly used for high pressure die casting is EN AC-46200 and for sandcasting EN AC-43000.
Depending on the number one and the order of the other aspects a number of alloys are suitable for the application.
Of course there are many more questions to consider specifying the right alloy for your application. You can contact me if you need help but before you do first answer this question:
Why is it difficult for you to specify the aluminium alloy? Two engineers will win free access to the online course via a raffle just by answering this question. Put you answer in the comment box bellow and I let you know if you are the winner. Every reaction receives the others questions you should consider designing an aluminium product by adding checklist in your comment.
Anodiseren wordt voor aluminium veelvuldig toegepast, maar wat is het nu eigenlijk? Waarom wordt dit zoveel gebruikt en hoe komt het dat er variatie in uiterlijk is?
Kort gezegd: Anodiseren is een kunstmatig aangebrachte verdichte aluminium oxidelaag onder invloed van stroom in een natchemisch proces.
Anodiseren wordt in België vaak eloxeren genoemd. Eloxeren is een ander woord voor anodiseren, maar is hetzelfde.
Een anodiseerlaag op aluminium is dus een oxidelaag, dit is zonder kleurproces een transparante laag. Hierdoor werkt de laag als een vergrootglas over het aluminium. Zitten er ongelijkmatigheden of bijvoorbeeld een vingerafdruk op het aluminium, grote kans dat na het anodiseren dit aan het licht komt. De anodiseerlaag is een keramische en glasachtige laag. Hard als schuurpapier door het aluminium oxide en het werkt als tevens als een beschermende laag. Wat de natuurlijke oxidelaag op het aluminium doet ter bescherming van corrosie doet de anodiseerlaag eveneens maar dan beter en met een mooier visueel uiterlijk.
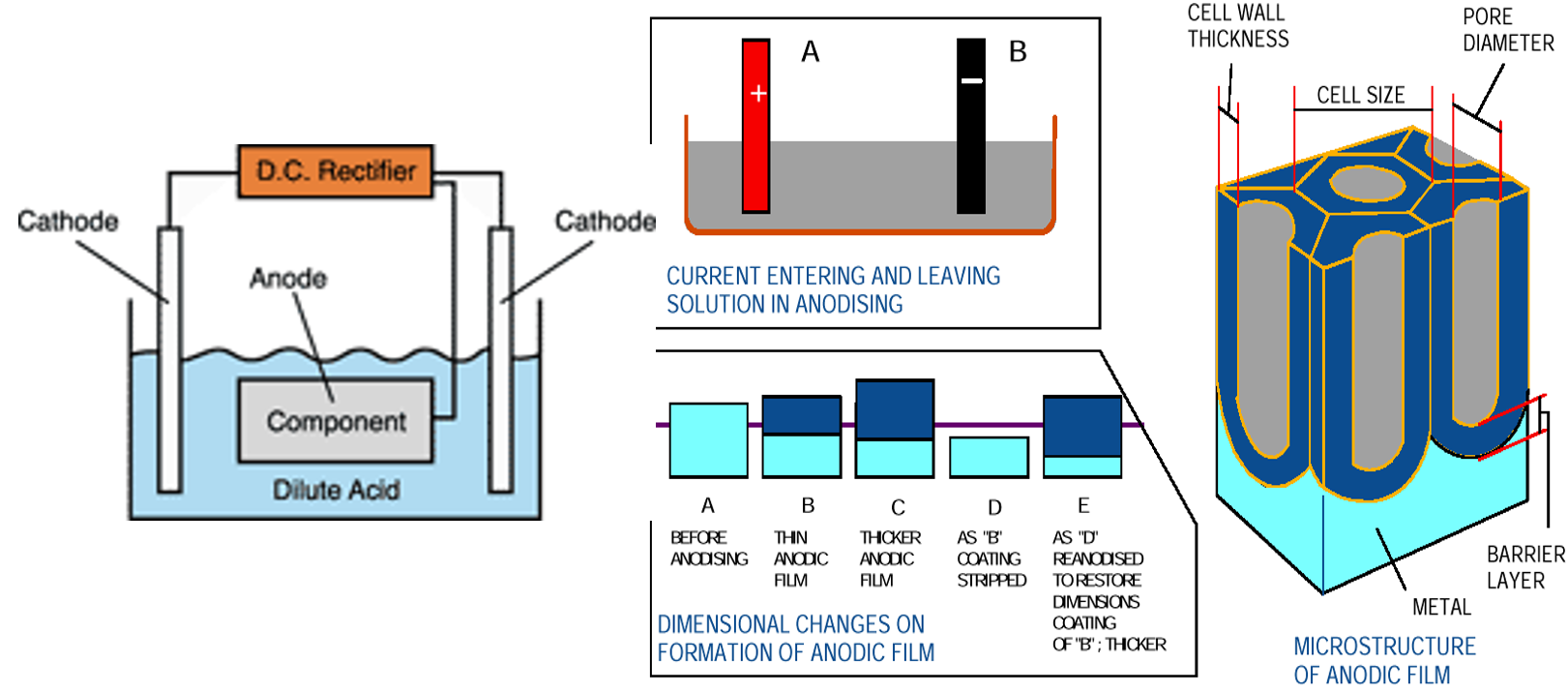
Hoe ziet het anodiseerproces eruit?
Het aluminium wordt voor het proces middels een aantal stappen gereinigd en van zijn natuurlijke oxidelaag ontdaan. Daarna worden de overgebleven legeringselementen aan het oppervlak middels een desmut behandeling verwijderd en is het materiaal klaar voor anodisatie.
In een bad met een spanningsverschil tussen anode en kathode zal het aluminium versneld reageren met zuurstof in de zure, meestal zwavelzuur, waterige oplossing. Omdat het milieu is afgeregeld op het proces en de stroomdichtheid exact wordt ingeregeld wil het aluminium uniform over het product zo snel mogelijk reageren en vormt oxides. Het begint bij het “aangrijpingspunt” waar vandaan het groeiproces start.
Het aluminium wordt omgezet naar aluminium oxide
Het aluminium dat omgezet wordt naar het aluminiumoxide neemt 2x zoveel ruimte in als het oorspronkelijke aluminium. Dit betekent voor een anodiseerlaag 2/3 in het materiaal en 1/3 erop. De afmeting van het product neemt dus toe.
Hoe kan het dan dat veelal de profielen geanodiseerd in de markt een kleinere maatvoering hebben dan ongeanodiseerde vraag je je misschien af.
Dat heeft te maken met het beitsproces van het aluminium product. Om het aluminium van zijn oxide te bevrijden wordt er materiaal afgebeitst van het product. Hierdoor is voor profielen in de markt de maatvoering van geanodiseerd vaak kleiner dan bruut (=onbehandeld).
Kleurvariatie van de anodiseerlaag
De kleur van een (ongekleurde) anodiseerlaag wordt beïnvloed door heel veel parameters. Denk aan temperatuur, stroomdichtheid, samenstelling van het bad, laagdikte en zelfs walsrichting en natuurlijk de legering.
Wil je aluminium in dezelfde kleur dan is het verstandig een boven- en onderwaarde af te spreken met de anodiseur door middel van samples, vastgelegd bij de anodiseur.
Het blijft een materiaaleigen laag en geen ralcoating. Wil je geen kleurverschil zien? Design dan kleurvariatie in je ontwerp. Zie onderstaand voorbeeld.
Ben jij ENGINEER en wil je het nieuwe e-book over corrosie van aluminium en oppervlakte behandelingen? Heb jij een specifieke vraag of opmerking over anodiseren van aluminium? Vermeld dit hieronder in het commentaar veld met de opmerking corrosie e-book ja en ik ga voor jou het e-book maken en toesturen!
Solderen en aluminium gaat dat wel samen? Als je zoveel warmte inbreng geeft aan het materiaal levert het wel een goede verbinding/constructie op?
Bij solderen van aluminium komen veel vragen naar boven. In dit artikel geven we je een inkijk op een aantal vragen. Dit verhaal is tot stand gekomen door het leuke gesprek dat ik met Erik Brom van Mat-tech voerde over het wel en wee van aluminium solderen. Dank je wel Erik!
Net als andere metalen is het mogelijk om aluminium te solderen.
Binnen het solderen maken we onderscheid tussen zacht- (beneden de 450°C) en de hardsoldeer processen (boven de 450°C). De hardsoldeer processen worden gebruikelijk hoog temperatuur solderen genoemd.
In dit artikel nemen we vier meest gebruikte manieren van solderen van aluminium kort door:
Zacht solderen zonder flux
Hoog temperatuur solderen met flux (Nocolok)
Vacuüm solderen
Diffusion bonding (soldeer alternatief)
Zacht solderen zonder flux
Zacht solderen gebeurt onder lagere temperatuur met een soldeerdraad die een lager smeltpunt heeft dan het te solderen materiaal. Hier wordt gewerkt met bijvoorbeeld tin of zink als hoofdbestanddeel van de draad. (Er zijn ook processen met flux mogelijk maar dat is weinig gebruikt doordat flux hier een blijvend corrosief effect heeft.)
Hoog temperatuur solderen met flux
Voor het solderen met flux voeg je een soldeerflux toe die ervoor zorgt dat de oxidehuid wordt gebroken en er onder invloed van warmte een verbinding tot stand wordt gebracht.
Vacuüm solderen
Vacuüm solderen wordt voor o.a. warmtewisselaars gedaan. Dit is een hoog temperatuur soldeerproces. Het geclad materiaal heeft aan de buitenkant een dun laagje aluminium met een lagere smelttemperatuur dan het kernmateriaal. Door het verhogen van de temperatuur van het onderdeel in de oven smelt de buitenste clad-laag en vormt de verbinding tussen de delen. Nadeel hierbij is dat het de nodige nauwkeurigheid vereist en het alleen loont bij grote aantallen. Dit omdat het inregelen van het proces veel energie en tijd kost.
Diffusion bonding
Diffusion bonding is eigenlijk geen soldeer proces, er wordt geen soldeer of flux toegevoegd . Het proces gaat iets anders. Door het verhogen van temperatuur tot ca 50-100 graden onder de smelttemperatuur én het onder mechanische druk zetten van de te verbinden delen wordt het aluminium van het ene deel tegen het aluminium van het andere deel gedrukt en visa versa. Door de plastische deformatie van het oppervlak wordt een metallische verbinding tot stand gebracht. Dit gebeurt door diffusie van beide materiaal delen. Vaak zijn dit plaat-plaat verbindingen.
Wat is de beste soldeer verbinding?
De meest ideale verbinding is een verbinding die je niet opmerkt en die het dichtst bij het basis materiaal ligt. De beste en sterkste soldeerverbinding is die zonder flux met voldoende overlap en geringe warmte-inbreng. Dit is echter per applicatie verschillend en in te regelen per situatie.
Hoe sterk is een soldeerverbinding?
Als er goed gesoldeerd wordt net zo sterk of sterker dan een lasverbinding!
Welke legeringen kun je solderen?
Eigenlijk alle legeringen van 1000, 3000, 4000, 6000, 7000 en dus ook de gietlegeringen. Alleen van de 2000 legeringen weet ik het niet, nu is een legering met koper zo wie zo niet prettig voor een verbinding door warmte-inbreng maar de EN AW-7075 lukt ook, dus wie weet.
Wat zijn andere voordelen van een aluminium soldeerverbinding?
Je hebt geen last van porositeit. Tijdens het maken van de verbinding moet je wel zorgen dat zuurstof niet kan reageren met het aluminium.
Je hebt een vol metallisch contact, dus een goede warmteoverdracht en elektrische geleiding
Hoe komt het dat een soldeerverbinding sterker kan zijn dan lassen?
Omdat je op heel veel punten tegelijk een verbinding tot stand kan brengen.
Ander voordeel is dat je veel minder vervorming door spanningen in de verbinding overhoudt, doordat je vaak het materiaal overal gelijktijdig evenveel opwarmt. Je hebt geen nadeel van de bij het lassen benodigde lasvolgorde.
Zijn er ook nadelen?
Ja. Je hebt impact van warmte op het materiaal ook bij diffusion bonding waar je geen smelt van materialen hebt.
Tja, en je moet een product vaak in de oven behandelen dus te grote afmetingen zijn niet haalbaar. Denk aan max een meter bij een meter.
Het zo ingenieus geproduceerde aluminium boet in op sterkte door warmte-inbreng!
Er zijn maar weinig bedrijven die dit kunnen.
Wat heb je nodig voor een goede verbinding behalve een betrouwbare toeleverancier?
Een in het product geëngineerd verbinding met geschikt verbindingsvlak en een dedicated soldeer-spleetbreedte. Ook is het belangrijk dat er gewerkt wordt met schone onderdelen. Eigenlijk vergelijkbaar als bij lijmen. Alleen is dit een veel sterkere verbinding.
Wanneer zou je solderen in het bijzonder aanraden?
Het is altijd het overwegen waard. Afhankelijk van product, vorm en aantallen. Als je er met lassen of lijmen niet uitkomt, of je wilt een sterker, beter en een betrouwbaarder proces, overweeg dan solderen.
Ben jij ENGINEER en heb je een vraag over solderen van aluminium? Stel deze hieronder en je ontvangt antwoord plus de eerste 3 technische vraagstukken ook nog eens een gratis skype gesprek van 30 minuten!
Waarom zijn er zo weinig standaardprofielen van aluminium?
Als je kijkt in de markt zijn er enorm veel aluminium profielen die toegepast worden. Zoek je naar dat ene profiel dat je net gezien hebt, en je kunt het nergens vinden, wat dan? Overal waar je het vraagt krijg je nul op request. Hoe kan dat nou? Je bent maar aan het zoeken en zoeken en je vindt niet datgene wat jij wilt hebben. Waarom eigenlijk? Heel simpel, er zijn zo ontzettend veel verschillende mogelijkheden met aluminium dat je al heel snel een profiel voor jouw specifieke toepassing kunt maken met een relatief lage investering. Een matrijs kost helemaal niet zoveel geld, ergens tussen de € 1000 en € 1500 voor een vol profiel en € 1000- € 2500 voor een hol profiel. Ga je naar de grotere afmetingen, ja dan zijn de matrijskosten een stuk hoger. Hoe complexer en groter, hoe duurder, denk hierbij aan de richting van € 25.000. Het komt wel voor, maar dat zijn dan speciale profielen. Voor de meeste profielen van ca. Ø100mm kost het dus niet zoveel.
.
Zijn er wel standaardprofielen?
Ja, er zijn wel standaardprofielen. Deze profielen zijn er van verschillende merken. Je kunt ze makkelijk koppelen en ze worden heel veel toegepast voor testopstellingen. Je koopt profiel en een aantal verbindingsstukken en je zet het in elkaar zoals jij het wilt hebben. Of je maakt er een product mee…
.
Infento groeibouwpakket (www.infentorides.com/nl)
Andere profielen. Tja, dat zijn eigenlijk specials. Er zijn handelaren die hun eigen specifieke profielen voeren voor bijvoorbeeld trailerbouw. Of voor lekdorpels en andere afwerkprofielen t.b.v. de bouw. Ieder heeft er een aantal opgenomen in hun catalogus. Sommige hebben hun eigen assortiment ontwikkeld t.b.v. bijvoorbeeld signing systemen, scheidingswanden of terrasafscheidingen.
De niet intelligente U profielen of hoekprofielen heeft iedereen, maar vaak is dat nou niet het profiel waar je naar op zoek bent.
.
Wat moet je dan?
Je eigen extrusie-profiel! Maar hoe? Daar heb je enige kennis van zaken voor nodig of een betrouwbare partner die je hierbij helpt. Is een extrusie-profiel een belangrijk onderdeel van je product dan is het zeker zaak hiervoor kennis op te bouwen. Waar begin je.
Er zijn een aantal regels die je in acht moet nemen om efficiënte profielen te realiseren.
Hiervoor kun je op verschillende plekken informatie vinden:
Ook andere bedrijven zoals Hydro en Mifa hebben dergelijke info beschikbaar.
.
Heb jij een vraag over het ontwikkelen van profielen?
Stel de vraag hieronder in de comment box en je ontvangt alle 7 tips om aluminium profielen kostenefficiënt te ontwerpen …..
Ben jij engineer en heb je liever een cursus neem contact op.
Ben je toeleverancier? Bij deze een bijzondere uitnodiging:
Iedere leverancier nodig ik uit, de profielen die zij los verkopen, hieronder te delen met vermelding van toepassing. Deel de link van jouw catalogus, daar waar jouw profieltekeningen staan. Als de engineer wil zoeken kan hij direct de beschikbare profielen vinden. (Link toegestaan, mits die inhoudelijk naar de beschikbare profielen leidt!)







 Een mooiere en schonere wereld met aluminium. Dat betekent dus dat de energie die benodigd is om aluminium te vervaardigen ook de wereld niet mag belasten, maar beter nog er aan bijdraagt. Dat is lastig want bij het maken van aluminium wordt veel CO2 geproduceerd. Echter de energie die gebruikt wordt voor het vervaardigen is bij de gerenommeerde bedrijven al voor zo’n 70% vanuit duurzame energie voorzieningen bijvoorbeeld met waterkrachtcentrales e.d.
Een mooiere en schonere wereld met aluminium. Dat betekent dus dat de energie die benodigd is om aluminium te vervaardigen ook de wereld niet mag belasten, maar beter nog er aan bijdraagt. Dat is lastig want bij het maken van aluminium wordt veel CO2 geproduceerd. Echter de energie die gebruikt wordt voor het vervaardigen is bij de gerenommeerde bedrijven al voor zo’n 70% vanuit duurzame energie voorzieningen bijvoorbeeld met waterkrachtcentrales e.d.